Стратегија за диверзификација: случај на воздушната индустрија. Руски научници за пробивот на Локхид Мартин: нивното достигнување е измислен производствен систем на Локхид Мартин
Ожиганов Едвард Николаевич, доктор по филозофија, професор, раководител на катедра надворешно економската активностИнститут за применети технички и економски истражувања и експертиза, Руски универзитетПријателство на народите, Москва, Русија
Како што технологијата постојано се менува, корпорациите во индустријата бараат нови начини да ги подобрат своите производи за да стекнат конкурентска предност.
Корпорацијата може да се избере како „модел“ на организација за споредување на перформансите на различни класиЛокхид Мартин Корп. , разновидначие производство опфаќа четири главни сектори: 1) аеронаутика, 2) вселенски системи, 3) технолошки системи и 4) електронски системи. Локхид Мартине сопственик на 50 заеднички вложувања во еднакви акции со Боинг Ко mpany, кои се дел од Обединетата алијанса за вселенско лансирање ( Обединетите лансирање Алијанса). 84% од приходите на Локхид Мартин се обезбедени со нарачки од различни сектори и организации на американската влада, од кои најголеми се Министерството за одбрана (64% од приходите) и НАСА (20% од приходите).
Производите и услугите на корпорацијата имаат воена, цивилна и комерцијална примена и им служи и на домашни и на странски клиенти. SWOT анализа на активности Локхид Мартинги наведува своите силни страни како диверзифицирано производство и деловно работење (сл. 2).

Слика 2. SWOT - анализа на активностите на корпорацијата Локхид Мартин
Извор: Извештај за продажба - Lockheed Martin FIN 573
Клучни показатели за диверзифицирано производство Локхид Мартини конкурентни американски воздушни компании по сектори се претставени на табела 1.
Табела 1
Клучни индикатори за конкурентност ЛокхидМартинВо споредба со водечките американски воздушни компании по сектори
|
Компанија |
Сектор |
Бруто приход |
Вкупен приход |
Удел на пазарот |
|
ЛОКХИД МАРТИН |
Аеронаутика |
31.79 % |
27.5 % |
35.69 % |
|
НОРТРОП ГРУМАН |
Општи воздушни активности |
41.38 % |
42.8 % |
25.51 % |
|
БОИНГ |
Прецизни инструменти и Мобилни системи |
16.88 % |
15.3 % |
36.45 % |
|
ЛОКХИД МАРТИН |
Вселенски системи |
17.46 % |
17.77 % |
11.94 % |
|
RAYTHEON |
Ракетни системи |
27.9 % |
26.14 % |
10.52 % |
|
БОИНГ |
Мрежни системи |
9.16 % |
7.74 % |
12.05 % |
|
ЛОКХИД МАРТИН |
Технолошки системи |
17.93 % |
12.18 % |
10.55 % |
|
БОИНГ |
Мрежни системи |
9.16 % |
7.74 % |
10.36 % |
|
RAYTHEON |
Интелигенција и Информациски системи |
24.84 % |
15.73 % |
8.05 % |
|
NORTHROP |
Информациска технологија |
26.97 % |
21.4 % |
8.71 % |
|
ЛОКХИД МАРТИН |
Електронски системи |
32.82 % |
42.55 % |
12.56 % |
|
БОИНГ |
Мрежни системи |
9.16 % |
7.74 % |
6.74 % |
|
НОРТРОП ГРУМАН |
Електронски системи |
28.11 % |
35.4 % |
5.91 % |
|
RAYTHEON |
26.73 % |
31.34 % |
5.64 % |
|
|
RAYTHEON |
Мрежни системи |
|||
|
НОРТРОП ГРУМАН |
Информациска технологија |
26.97 % |
21.4 % |
5.67 % |
|
ЛОКХИД МАРТИН |
Интеграција на системи |
|||
|
БОИНГ |
Системи за поддршка |
11.23 % |
12.81 % |
29.64 % |
|
RAYTHEON |
Интегрирани одбранбени системи |
26.73 % |
31.34 % |
20.23 % |
Извор: CSIMarket Inc.
Стратегијата за диверзификација на производството се заснова на идентификација и имплементација на иновативни пристапи кон таквите аспекти на управувањето со воздушната компанија како 1) организациски дизајн, 2) управување со проекти, 3) управување со трошоците, 4) управување со човечки капитал и 5) употреба на точни методи за мерење на перформансите. За вертикално интегрираните претпријатија, имплементацијата на таквите пристапи е предизвик бидејќи во пракса не постои единствена стратегија што може да ја оптимизира продуктивноста и да постигне конкурентна цена на производството.
Компаративна анализа и проценка на функционални, матрични и системски модели на организациски дизајн на мулти-индустриски компании во современата економска наука се врши во контекст на процесите стратешки менаџмент, управување со конкурентноста и иновативноста во услови на ризик и нестабилност. Општата поента се изразува со правилото на „фит“, според кое, за стратегијата на компанијата да биде остварлива и успешна, мора да постои совпаѓање помеѓу нејзиниот организациски модел и неговата околина.
Денешното динамично и конкурентно опкружување се карактеризира со интеракција на зголемена сложеност и меѓузависност и создава постојана побарувачка за организациски структури кои можат да примат нови и помоќни механизми за координација. Модерни организациимора да биде ефикасен, флексибилен, иновативен, прилагодлив и да одговара на промените. Тие треба да се фокусираат на зголемување на постоечките ресурси и намалување на трошоците како комплементарна стратегија за задоволување на потребите за ресурси. Ваквите организациски цели бараат значителни системски напори и имплементација на бројни организациски интервенции, диференцијација и интеграција на активностите и странските аналитичари ги препознаваат како еден од најважните приоритети на организацискиот дизајн.
Во зависност од фазата на развој на корпорацијата - формирање, развој, стабилизација или кризна ситуација - потребни се различни пристапи за да се изгради нејзината организациска структура, додека се следат промените во организациската структура во фазата на активен раст и развој на корпорацијата и во процесот на транзиција од една фаза се смета за особено важен во друга,
Најефективната организациска структура е одредена од глобалната стратегија на корпорацијата, карактеристиките на нејзините активности на глобалните пазари во споредба со домашните операции и карактеристиките на пазарите на кои корпорацијата се натпреварува. На пр. Локхид Мартин Корп.присутни на меѓународните пазари 11 подружници, вклучувајќи ги Lockheed Martin Global, Beontra, Lockheed Martin Australia, Lockheed Martin Canada и Lockheed Martin UK, каде што се натпреварува со 511 компании како што се Талес, Групацијата Ербаси сл.
Според тоа, стратегијата за диверзификација бара такво организациски структури, кој може да ги обезбеди и вообичаените деловни функции за странска економска активност (финансирање, маркетинг, истражување и развој, производство итн.) и функциите неопходни за постигнување успех на домашниот пазар. Главните категории или единици на конструкција на нивните структури - меѓународното одделение, глобалната поделба на производи, глобалната област и принципот на матрицата - може да се користат како основа за нивната типологија. Секој од овие типови има свои силни и слаби страни. Во пракса, одредени својства на овие четири типа можат да се користат истовремено, ефикасно формирајќи петти - хибриден - тип, бидејќи во големи корпорации, кои мора да обезбедат одредена автономија за нивните производни единици, оставајќи ја развојната стратегија, истражувањето, финансиските и инвестициските политики итн., на највисокото раководство, неопходно е да се комбинираат централизирана координација и децентрализирано управување.
Постојат две димензии на организацискиот дизајн - структурен, кој покажува како компаниите се диференцираат во специјализирани, автономни единици и процес, кој го покажува протокот на информации и ресурси, интегрирајќи ги и координирајќи ги нивните активности во една единствена целина. Како резултат на фокусирањето на димензијата на процесот, исчезнуваат традиционалните функционални бариери, а активностите на компаниите стануваат посеопфатни, што овозможува заштеда на време, ресурси, Пари, исполнување на нарачката итн.
Многу обиди за имплементација на матрични модели не успеваат, но додека голем број компании не успеаја и покрај нивните внимателно дизајнирани стратегии, многу лидери во критичните индустриски сегменти доминираат на глобалните пазари користејќи го овој модел (IBM, Toyota, General Dynamics, Lockheed Martin Corp., Boeing Company итн.). Очигледно е дека сите организациски иновации поврзани со промена на моделот на организациски дизајн ќе бидат надредени на менаџментот, производството и општествените односи кои се развиле во текот на релативно долг временски период.
Стратегијата за диверзификација треба да обезбеди флексибилен пристап за проценување на трошоците и вредноста на диверзифицираните производи, што треба да се базира на постојното внатрешно искуство за управување со проекти на воздухопловната компанија, релевантните спецификации на производите и знаењето за пазарот за набавки. Овој пристап може да се интегрира во општа методологија која ги асимилира сите релевантни информации и релевантно знаење.
Водечките компании создаваат вредност и добиваат конкурентска предност преку пазарите на снабдување со фокусирање на четири клучни области: 1) иновации и раст; 2) оптимизација на синџири на вредност (синџири на снабдување); 3) напредни методи за управување со трошоците; 4) управување со ризик и континуитет на снабдување. Јасно е дека подобрената важност на синџирите на снабдување ги направи набавките стратешка функција, а управувањето со трошоците и цените критична работа за вселенските компании.
Јасно е дека зголеменото значење на синџирите на снабдување го направи управувањето со трошоците и проценките стратешка функција за воздухопловните компании, а зголемениот фокус на управувањето со трошоците е од клучно значење за оперативната контрола и одржливото подобрување на функцијата, обезбедувајќи мерлива основа според која поврзаните операции може да се процени.
Според експертите на НАСА, проценките на трошоците за развој и имплементација на проекти остануваат мешавина од искуство (или интуиција) и наука (компјутерски модели, статистика, анализи). ДиректориумНАСА според проценките на трошоците, ги дели сите методи на параметарски и аналогни, додека има импресивен список регулаторни документии истражувачка работа на нивната примена. Секој од овие методи има свои предности и ограничувања.
„Традиционалниот“ процес на планирање, кој се користи, на пример, за евалуација на долгорочни инвестициски проекти, имплементира методи за пресметување на индикатори како стапка на принос, нето сегашна вредност, индекс на профитабилност и други, каде што за секој инвестициски проект нумеричката вредност на се пресметува одреден индикатор. Слично се пресметуваат и други процеси, на пример, набавка на материјали и компоненти.
Главните недостатоци на овие методи се како што следува:
- споредувањето проекти користејќи само еден нумерички индикатор непотребно ја поедноставува ситуацијата;
- динамиката на секој проект со текот на времето не е јасна, бидејќи развојните сценарија долж временската оска не се одредени, иако забележливо различни сценарија може да имаат речиси идентични показатели;
- анализата на чувствителноста на факторите на промени е тешка, бидејќи не се зема предвид нестабилноста на секој од пресметаните индикатори (познато е дека дури и мали промени во некои податоци или претпоставки може да доведат до сосема различни пресметани вредности на индикаторите и, соодветно, на различни инвестициски одлуки);
- и негативните и позитивните надворешни фактори и нивните промени (флуктуации на вредноста на природните ресурси, влијанието на економските санкции, геополитичката ситуација итн.) не можат да бидат вклучени во овие методи, иако е очигледно дека тие мора да се земат предвид.
Во „традиционалните“ пристапи кои користат регресивни методи, не се зема предвид анализата на причинско-последичните врски меѓу факторите во компаративни периоди, како при планирањето, така и при одредувањето како тие влијаат на различните елементи на планот.
Овие недостатоци се пополнети со системско динамично моделирање, кое ви овозможува да изградите сценарија, да креирате модели на конкурентни процеси, да идентификувате стратегии и лостови за управување со промените, да експериментирате со идни сценарија и врз основа на тоа да ги формулирате најдобрите стратегии за диверзификација. Во овој случај, можно е да се оптимизираат моделите и да се анализираат ризиците за да се најдат решенија за голем број променливи вредности.
На Слика 3Презентиран е графички дијаграм на моделот за управување со проекти во контекст на прилагодувањата на буџетот, промените во работните распореди и очекуваното завршување на проектот. Предноста на овој модел е способноста да се идентификуваат и анализираат промените предизвикани од системските меѓузависности на сите варијабли на моделот и да се извлечат квалитативни заклучоци за најдобрите стратегии во дадени услови.
 Слика 3.Управување со проекти
Слика 3.Управување со проекти
во услови на значителни промени во нивното спроведување
Индустриската револуција вроди со плод: мечевите се претвораат во пиштоли, луѓето се префрлаат од коњи на автомобили, роботите почнуваат да работат во фабриките и постепено доаѓаме во ерата на високотехнолошкиот бизнис. Развојот на Интернет на нештата овозможи да се модернизираат многу фабрики, да се додаде автоматизација и длабока контрола на производството. Екологија и ефикасност, брзина и милиони сензори кои реагираат - ова се приоритетите на современите сопственици на големи фабрики. Ние ќе ви кажеме за нив. Еве десет од најнапредните фабрики и фабрики во светот.

Во 2015 година, Шефилд се отвори како „една од најнапредните фабрики во светот“, како што го опишаа водачите на проектот. Истражувачкиот центар за напредно производство се здружи со Боинг за да ја претстави Фабриката 2050: фабрика со стаклени ѕидови што се трансформираат во центарот на новиот напреден кампус во бизнис паркот Шефилд на Универзитетот во Шефилд. Извршниот декан на AMRC, професор Кит Ридгвеј, рече дека Фабрика 2050 ќе биде најнапредната фабрика во светот.
Ќе биде дом на Интегрираната производствена групација и ќе користи напредни технологии за склопување и производство, напредни роботи, флексибилна автоматизација, интерфејси од следната генерација човек-машина и нови алатки за програмирање и обука.

Главната фабрика на SpaceX, во која се сместени и канцелариите на компанијата, се простира на површина од 50.000 квадратни метри. во трикатна зграда, првично изградена од Норттоп за да состави трупови 747. Во фабриката сега се сместени области за авионика, ракети, склопување капсули, капацитети за контрола на квалитетот и контролен центар со стаклени ѕидови кој ја следи и контролира капсулата Dragon во лет. . Dragon е првото приватно вселенско летало кое орбитира околу Земјата и се враќа здраво и здраво. Во еден од најнапредните капацитети во светот, SpaceX тестира различни елементи од неговите ракети Falcon 9, капсулите Dragon и моторите Merlin.
Седиштето на SpaceX, во предградието на Лос Анџелес, Хоторн, каде што компанијата ги склопува своите ракети, се наоѓа на место со висока концентрација на производители на воздухопловство: Boeing, Raytheon, NASA, Lockheed Martin, BAE Systems, Northrop Grumann, AECOM и други. работат овде. Најзначајно, користи SpaceX вертикална интеграцијаи ги гради практично сите ракетни компоненти и софтвер во својата постројка во Хоторн.
Тесла

Фабриката во Тесла е една од највисокотехнолошките во светот. Фабриката Тесла во Фремонт, Калифорнија, има речиси 500.000 квадратни метри. м се посветени на производство и канцеларии. Каде и да погледнете има роботи кои синхроно обработуваат автомобили и произведуваат околу 100.000 автомобили годишно. Сопственикот на Tesla, Илон Маск, не сака особено да зборува за тоа што се случува зад затворените врати на фабриката, но како што минува времето, светот постепено учи за нејзината внатрешност.
Особено изненадувачка е ефикасноста и стерилните услови во кои работи Tesla. Токму во овие концентрирани и високотехнолошки услови се развива автопилот базиран на вештачка интелигенција, кој самостојно ќе ги контролира електричните возила на компанијата.
Фабрика на Сименс во Германија

Моделирање, 3D печатење, лесни роботи се само неколку од иновативните технологии кои го туркаат четвртото индустриската револуција- Индустрија 4.0. И тие веќе работат во фабрика која ја склопува електрониката на Сименс во Ерланген, Германија. Една од главните причини за успехот на ова растение е тоа што луѓето и машините работат рака под рака.
Манфред Кирхбергер, менаџер на фабриката, вели дека нејзината ефикасност е единствена: „Ние произведуваме индустриски погони и контролери за производствена опрема. Во фабриките на нашите клиенти, бројките често надминуваат милиони. Би било прескапо да се произведе целата оваа опрема рачно. Покрај тоа, барањата на клиентите се менуваат побрзо од кога било, па производствените линии мора да бидат флексибилни“.
Постојаното и брзо прилагодување е можно само ако работната сила е подготвена да ги прифати промените заедно со модерната технологија.
Обединетите лансирање Алијанса

Не треба да си инженер за да разбереш колку ни се важни ракетите. Во моментов има повеќе од илјада сателити кои работат околу Земјата, кои ни обезбедуваат навигација, комуникации, безбедност и Научно истражување. United Launch Alliance, заедничко вложување помеѓу Боинг и Локхид, создава ракети кои лансираат сателити во орбитата. И тоа го прави ефикасно и ефтино, благодарение на компетентно управување со ресурсите на претпријатието.
Алијансата го поддржува управувањето со програмите, инженерството, тестирањето и контролата на мисијата од нејзиното седиште во Сентениал, Колорадо. Монтажата, инсталацијата и производството се одвиваат во Декатур и Харлинген. Очигледно, за да се обезбеди висококвалитетно и високотехнолошко работење на склопувачките линии, ULA не само што користи напредна технологија, туку и ERP систем.
Фабрика на Локхид Мартин во воздухопловната база Фабрика 4 во Форт Ворт

Ниту една листа на најкул фабрики во светот не би била комплетна без Фабриката 4. Десетици ловци од следната генерација се расфрлани низ објектот во различни фази на склопување. Најновите оружја и високотехнолошки дизајни на авијацијата потсетуваат на Втората светска војна. Фабриката моментално го произведува Ф-35, најнапредниот борбен авион во светот. Фабриката е самодоволна и врши монтажа и инсталација речиси независно.
Фабрика за производство на Боинг во Еверет, Вашингтон

Секој знае дека Боинг ги произведува најголемите, најсигурните и најпознатите патнички авиони во светот. Нивното склопување е лавиринт од подвижни делови и работници, во чиј центар е подигната масивната рамка на еден авион, познатиот Боинг.
За време на Втората светска војна, Б-17 беа собрани во оваа фабрика. Од 2005-2009 година, објектот Еверет го започна проектот Future Factory за создавање на нова, пријатна работна површина во зградата на главната фабрика. Целта беше да се поттикне соработката меѓу луѓето, да се подобри квалитетот на работата на вработените и севкупната ефикасност на производството. Приближно 4.000 луѓе се преселиле во 55.700 квадратни. м ажуриран простор во пет деловни згради. Всушност, фабриката Еверет е главниот претставник на Боинг во нашиот свет.
Фабрика за производство на полупроводници Intel Fab32

100.000 кв. м површина и илјада вработени на еден кат - ова е фабриката Intel Fab32 во Аризона и во исто време седиште на технолошкиот гигант. Главниот кат содржи 17.000 кв. m чисти простории во кои се создаваат десетици милиони енергетски ефикасни процесори.
Најкарактеристичната карактеристика на растението не е впечатлива. Тој е оценет како „чиста од класата 10“ внатрешна средина, што значи дека има десет или помалку честички со големина од 0,5 микрони или помали на кубен метар воздух (приближно 28 литри). Дебелината на човечкото влакно е приближно 80 микрони. За споредба, на болничките операциони сали им е дозволено да имаат класа на чистота од 10.000: воздухот во собата Fab32 е илјада пати почист од воздухот во операционата сала. Воздухот надвор е класа 3 милиони.
Технолошки центар Мекларен во Ваукин, Велика Британија

Општо земено, самото ова растение е прекрасно: се наоѓа на брегот на езерото и наликува на долга буква S. види дрвја кои се издигнуваат над врвот на зградата.
Групата Мекларен има една цел: победа. И секој фан на Формула 1 знае дека тимот на Мекларен не само што има добар дел од карирани знамиња во изминатите четири децении, туку и има корист од технолошкиот напредок на нивната компанија. Таквата компанија едноставно мора да има кул фабрика.
eBay

Последната ставка на нашата листа не е баш растение. И воопшто, самиот збор „фабрика“ неодамна го изгуби своето античко значење - бучен објект со мирис на масло каде што се склопуваат моќни, тешки, челични парчиња. eBay работи во малку поинаква област: се обидува да го разбере купувањето и продавањето на милиони артикли кои секојдневно течат низ неговите мрежи. Ова е една од најголемите онлајн продавници во светот, и треба брзо, ефективен методпрочешлајте 50 петабајти податоци за да ја одделите пченицата од плевата и да ги изолирате вистинските пазарни сигнали од бучавата.
Успешната анализа на десетици илјади променливи и милиони трансакции секој ден бара употреба на најнова опрема и највисокотехнолошки пристапи. Додека во минатото eBay користеше Excel графикони за да ги категоризира трендовите и потоа ги доставуваше до тимовите преку е-пошта, денес нема потреба од такви сложени синџири: ERP системот прави сè. Заедно со развојот на Интернет на нештата стана возможно и самото постоење на такви објекти.
Се разбира, има многу повеќе неверојатни погони, фабрики и производствени капацитети во нашиот свет. Но, беше невозможно сите да се вклопат во список од десет, па ако некого незаслужено заборавивме, пишете во коментар.
Транснационалната корпорација Локхид Мартин е водечки светски развивач и производител на воена авијација и вселенска технологија, балистички ракети, системи за контрола на оган и елементи за сајбер безбедност. Компанијата обезбедува и широк спектар на менаџерски, инженерски, технички, научни и логистички услуги.
Опис
Корпорацијата Локхид Мартин е формирана на 15 март 1995 година преку спојување на двајца технолошки лидери во воздушната индустрија на Соединетите Американски Држави - компаниите Мартин Мариета (специјализирани за дизајн на сателити и вселенски ракети) и Lockheed Corporation (главниот производител на воени авиони во САД). За седиште е избран малиот град Бетесда во предградието на Вашингтон. Клучните менаџерски улоги ги играат извршниот директор Мерилин Хјусон и потпретседателот Брус Танер.
Корпорацијата се занимава со истражување, дизајн, развој, производство, интеграција и поддршка на технолошки системи, производи и услуги. Компанијата работи во четири главни области: аеронаутика; простор; ракетна технологија и системи за контрола на оган (FCS); електроника и безбедност на информации.
Други програми за вселенски системи вклучуваат:
- Вселенски инфрацрвен систем за рано предупредување за лансирање проектили (SBIRS);
- Напредни екстремно високи одбранбени воени сателитски комуникации (AEHF);
- систем (GPS III) и други.
LM Space, исто така, гарантира дека командните и разузнавачките агенции се свесни за ситуацијата во вселената блиску до Земјата, собира и интегрира разузнавачки податоци на земјата и во воздухот во единствена информативна мрежа, ги анализира податоците и обезбедува нивно безбедно пренесување до заинтересираните оддели.

Електронски, информациски и глобални системи
Rotary and Mission Systems (LM RMS) е деловен сегмент на Локхид Мартин со седиште во Вашингтон. Сегментот RMS обезбедува дизајн, производство, сервис и поддршка за:
- низа модели на воени и комерцијални хеликоптери;
- борбени системи за морнарица, авијација, воздушна одбрана;
- радарски системи;
- приморски (крајбрежни) борбени бродови од серијата LCS;
- системи и технологии без екипаж;
- симулатори за обука.
Покрај тоа, RMS ги поддржува потребите за сајбер-безбедност на владините клиенти.
Локхид Мартин е вклучен во програмите за развој на хеликоптер за тешки лифтови CH-53K за маринцискиот корпус на Соединетите држави, транспортот VH-92A, борбениот систем Aegis, бродовите LCS за операција во плитки води и отворен океан и напредниот Hawkeye радарски систем.. Заедно со Sikorsky Aircraft Corporation, дивизијата произведува хеликоптери Black Hawk и Seahawk.
Амбициозниот проект за создавање компактни, безбедни термонуклеарни реактори изгледа навистина револуционерно. Компанијата ветува дека ќе претстави готов комерцијален производ за 7-10 години. Ако тоа се случи (и многу научници се сомневаат во неговиот успех), зависноста од јаглеводороди и нуклеарни централи значително ќе се намали. Ќе се намали штетни емисии, еколошката состојба на планетата ќе се подобри.
Мајкл ЏорџПоглавје од книгата „Посно + шест сигма во услужната индустрија. Како слабата брзина и квалитетот на шест сигма помагаат да се подобри бизнисот“
Издавачка куќа „Ман, Иванов и Фербер“

Ориз. 2.Нормална распределба Границите на нормалната распределба се 6 а
Индикаторите што се користат во концептот Six Sigma ви овозможуваат да ја споредите дистрибуцијата на вистинските резултати со низа прифатливи вредности (барања на клиентите). Дефект е секоја вредност што не ги задоволува барањата на купувачот. Колку е поголема површината под кривата на дистрибуција која спаѓа во опсегот на барањата на клиентите, толку е повисоко нивото на сигма. За да се споредат различни процеси, наместо бројот на дефекти се користи концептот „процент“ на дефекти (или „дефекти на милион можности“).

Нивото на Six Sigma е процес кој произведува 3,4 дефекти на милион можности, земајќи ги предвид очекуваните варијанси.
Еве еден пример: Секоја компанија што планирала да гради во Форт Вејн наскоро дознала дека водење бизнис во овој град е проблематично, благо кажано. Меѓу другото, само примање потребни дозволичесто траеше речиси два месеци (во просек 51 ден). Тим од градскиот персонал спроведе бенчмаркинг и ги идентификуваше празнините што го спречуваа Форт Вејн да се натпреварува со другите градови кои решија слично прашање за помалку од еден месец.
Тимот задолжен за подобрување на процесот на издавање дозволи набрзо идентификуваше најмногу важни фази, ги елиминираше непотребните операции и разви стандардизирани процедури со јасни упатства. Со воспоставувањето на новиот процес, 95% од дозволите беа издадени за помалку од 10 дена. Многу клиенти - бизниси кои претходно не сакаа да градат во Форт Вејн - веднаш го забележаа ова подобрување.
ABCs на Lean Manufacturing
Секоја дисциплина има свој јазик, а посно производство не е исклучок. Постојат голем број на термини кои ќе ви требаат за да го разберете слабото производство и да ги истражите неговите способности (сите ќе ги сретнете во оваа книга).
Време на водење и брзина на процесот
Времето на испорака мери колку време е потребно за да се испорача производ или услуга од моментот кога е примена нарачката. Едноставна формула позната како Литлов закон (наречена по математичарот кој ја докажал) помага да се разберат факторите кои влијаат на времето на исполнување на нарачката:
Оваа равенка ни овозможува да одредиме колку време ќе биде потребно за да се заврши единицата на работа (време на водењето) со тоа што ќе се знае количината на незавршена работа (работа во тек) и количината на работа што можеме да ја завршиме дневно, недела, итн. (продуктивност ).
Законот на Литл значи многу повеќе отколку што може да изгледа на прв поглед. Повеќето од нас немаат поим за продуктивноста, а камоли за нивото на отстапување. Самата помисла да мораме да го следиме секој чекор од процесот на исполнување на нарачката - особено ако процесот трае неколку дена или недели - нè прави очајни. (Размислете за процесот на издавање дозволи на Форт Вејн и замислете како е да се следи процес кој трае 51 ден.) Со оглед на вредностите на двете променливи во оваа равенка, можеме да ја одредиме третата. Со други зборови, ако ја знаете вашата работа во тек и продуктивност, можете да го одредите времето на извршување. Ако го знаете времето на носење и продуктивноста, можете да ја процените количината на работа во процесот во процесот.
Незавршено производство
Понекогаш оние кои се вклучени во обезбедувањето услуги го избегнуваат терминот „работа во процес“, бидејќи овој термин традиционално се поврзува со производната линија. Сепак, самиот концепт е применлив за речиси секој процес. Ако чувствувате потреба да ја трансформирате оваа слаба производствена терминологија за да се примени на вашиот бизнис, обидете се да размислувате за работата во процес како „објекти“ во процесот. Овие „објекти“ би можеле да бидат барања од клиенти, сметки што треба да се обработат, телефонски повици на кои треба да се одговори, извештаи што треба да се пополнат итн. ние зборуваме заза која било работа што чека да заврши. Терминот „работа во тек“ се користи речиси насекаде во оваа книга. Кога ќе се соочите со тоа, размислете за сопствената работа и колку недовршени задачи лежат на вашата маса, чекајќи во крилата на вашиот компјутер или на телефонската секретарка. Сето ова е работа во тек.
Целта на слабото производство е да се осигура дека имате доволно ресурси и работата ќе се заврши со вистинско темпо во согласност со потребите на клиентите. Уште поважно, преку стандардизиран процес, слабото производство ви овозможува брзо да одговорите на сигналите на клиентите, што значи дека го прави процесот предвидлив, контролиран и стабилен.
Џим Камински, помошник потпретседател, Банка 1
Одложувања/време на чекање
Работата во тек значи дека треба да се заврши работата. Во посно производствен јазик, оваа работа е „наредена“; а времето во кое не се посетува се нарекува „време на чекање“. Времето на чекање, без оглед на должината или причината, претставува доцнење.
Работа што додава и не додава вредност
Кога ќе почнете да го следите текот на работата, станува јасно дека некои активности додаваат вредност од перспектива на клиентот (и поради оваа причина се нарекуваат работа што додава вредност). За да тестирате дали даденото работно место додава вредност, запрашајте се дали вашиот клиент би бил подготвен да плати за тоа доколку знае дека е вклучена во вкупната цена на производот. Ако, по секоја веројатност, одбие да плати за тоа или претпочита да работи со добавувач кој нема такви трошоци, ова е работа без додадена вредност.
Ефикасност на процесот
За секој процес на испорака на услуги, многу важен показател е пропорцијата на вкупното време на циклус што се троши на активности што додаваат вредност. Овој индикатор истовремено го покажува учеството на загубите и се нарекува ефикасност на процесниот циклус. Тоа го претставува односот на времето на додадена вредност до вкупното време на испорака на нарачката:
Ефикасност на процесот = Време на додадена вредност на клиентите / Вкупно време на нарачка.
Ако ефикасноста на процесот е под 10%, тогаш процесот е натоварен со отпад што не создава вредност и може да се подобри.
Загуби
Како што штотуку покажавме, отпадот вклучува сè што не додава вредност од гледна точка на купувачот: време, цена, работа. Во сите организации има одредена загуба, бидејќи насекаде има слабости. Тоа се оние кои треба да се елиминираат при оптимизацијата. Обемот на загубите во која било активност е пропорционален на времетраењето на доцнењата во напредокот на работата. Поснонè учи да го препознаеме и елиминираме отпадот, наместо безумно да го следиме пробиениот пат. Во практиката на посно производство, постојат седум видови отпад.
Клучни лекции од посно производство
Горенаведеното ни овозможува да извлечеме неколку навидум многу едноставни, но исклучително важни заклучоци, што укажува дека со помош на посно производство можеме брзо да постигнеме подобрувања. Ова се заклучоците за кои подетално ќе се дискутира подолу.
- Повеќето процеси не се „посни“ и имаат стапка на ефикасност на процесот помала од 10%.
- Намалувањето на работата во процес (WIP) е најважно (освен ако не можете да го контролирате WIP, не можете да го контролирате времето на испорака).
- Секој процес треба да работи на систем за влечење наместо на систем за притискање за да се елиминира варијансата во времето на довод.
- Околу 20% од работата предизвикува 80% од сите доцнења.
- Не можете да го подобрите она што не можете да го видите: треба да го визуелизирате процесот врз основа на податоци.
Лекција бр. 1. Повеќето процеси не се „посни“
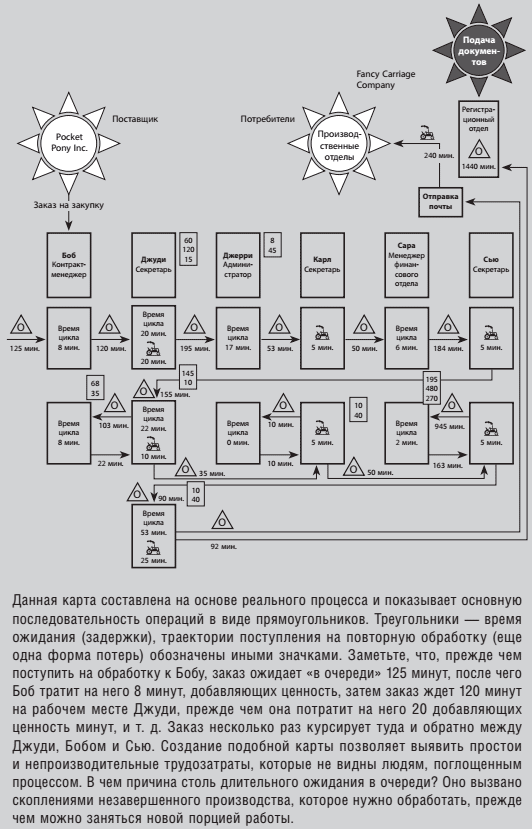
Мислам дека нема да бидете изненадени кога ќе дознаете дека во процесите на слаба услуга, најголемиот дел од работата - 50% или повеќе - е во активности кои не додаваат вредност. Ова може да се визуелизира на мапа на процеси со користење на бои или други техники за визуелно да се разликува работата што додава вредност од работата што не додава вредност. Значи, сл. Слика 3 го прикажува почетниот дел од основниот блок дијаграм составен од тимот на Локхид Мартин. Овој тим откри дека 83% од работата извршена помеѓу нарачката и приемот на производот не додава вредност (т.е. трошење). Тие вклучуваат корекција на грешки, барање понуди за цени од трговците на големо (иако за цените може да се преговара однапред), добивање на ревидирани цртежи и други дејства предизвикани од доцнење во претходните фази на процесот.
Дали брзината може да дојде на сметка на квалитетот?
Сите сме биле во ситуации кога притисокот да се „одиме побрзо“ создаде проблеми со квалитетот и како резултат на тоа ги забави процесите. Затоа, сосема е разумно да се грижиме: дали слабиот пристап насочен кон забрзување на процесот ќе предизвика оштетување на квалитетот? Ова не се случува. Зошто? Бидејќи примената на посно производство го намалува времето со елиминирање на активностите што не додаваат вредност, елиминирање на редиците, намалување на времето помеѓу активностите што создаваат вредност, итн. метод на посно производство. Примената на Six Sigma алатките за активности што додаваат вредност ги намалува дефектите, што пак ги забрзува чекорите за додавање вредност.
Меѓутоа, бидејќи овие фази обично сочинуваат помалку од 10% од вкупното време за нарачка, зголемувањето на брзината на процесите за додавање вредност има мало влијание врз брзината на целокупниот процес. Влијанието мерливо се зголемува само кога се елиминираат активностите што не додаваат вредност.

Ориз. 3.Едноставен дијаграм на текови (визуелно прикажува активности што додаваат и не додаваат вредност)
Тимот на Центарот за снабдување на Локхид Мартин откри дека најголемиот дел од работата од моментот кога беше направена нарачката за купување до добиените материјали е отпад (недодадена вредност). Беа преземени мерки за компензирање на грешки, пропусти и одложувања во претходните фази од процесот, како и мерки за намалување на огромната разновидност на хетерогени задачи (сложеност). Деталниот развој на протокот на вредности (претставувајќи 248 фази во потребните детали) и последователното намалување на сложеноста преку стандардизација го елиминираше најголемиот дел од отпадот. Резултатите од овие подобрувања и овозможија на компанијата да ги намали трошоците за снабдување на половина.
Лекција бр. 2. Примарната задача е да се намали работата во тек
Ајде повторно да се вратиме на законот на Малиот.
Време на водство = Работа во тек / Продуктивност.
Оваа еднаквост не е само теоретска конструкција, таа има многу практични последици. Пред сè, тоа покажува дека постојат два начини да се намали времето на испорака - или со намалување на работата во процесот или со зголемување на продуктивноста. Во секоја операција што не вклучува директен контакт со клиентите - односно каде што работата во процес се состои од нарачки, е-пошта или извештаи наместо луѓе - многу е полесно да се контролира работата во процесот отколку да се подобри продуктивноста. Всушност, можете да го забрзате секој процес - да го намалите потрошеното време - едноставно со намалување на работата во тек и да не правите ништо за да ја подобрите продуктивноста.
Ова откритие објаснува како принципите на посно производство можат брзо да постигнат позитивни резултати. Потребно е само да се ограничи колку што е можно повеќе обемот на работа добиена за обработка по единица време. Следното опишува што да се прави ако работата во тек е „луѓе“ и оптимален начин да се одржи времето на нарачка е да се поврзе дополнителен капацитет за да се зголеми продуктивноста.
Зошто треба да дадеме приоритет на работата во тек? За да се намали неговиот волумен, потребен е само интелектуален капитал. Зголемувањето на продуктивноста бара инвестиции или зголемување на платниот список, што и двете негативно влијаат на повратот на вложениот капитал, а со тоа и на вредноста на акционерите. Законот на Литл ја дава математичката основа што ни овозможува да примениме методи на посно производство на кој било процес.
Лекција бр. 3. „Како да ја намалиме оваа проклета работа во тек? (Создавање систем за „влечење“)
Погледнете го вашиот работното место. Дали вашето сандаче е полно? Е-поштанепрочитани пораки? Дали имате долга листа на е-пошта за кои ќе бидат потребни неколку дена за преглед? Дали вашата телефонска секретарка одбива да прифаќа нови пораки? Дали некој ги чека резултатите од вашата работа?
Сето тоа се различни форми на работа во тек, работа што некој друг - колега или клиент - ја очекува од вас. Како конвертирање во посно производство, знаете дека за да го намалите времето на циклус и отпадот, мора да ја намалите работата во тек. Знаете дека работата во тек е како автомобили на автопат: ако има повеќе автомобили, брзината на сообраќајот на пренатрупан пат ќе се намали! Но, како да се направи тоа?
Секако, не можете да го ограничите обемот на работа во процес во процеси директно поврзани со клиентот, кога во процес е клиентите кои чекаат услуга или сакаат да купат производ (во такви ситуации, постојат други начини за одржување или да го намалите времето на носење).
За секоја работа каде што немате клиент пред вас, Little's Law го дава клучот за намалување на работата во тек. Во процесите на испорака на посно услуги, постои фаза што му претходи на процесот како таков, фаза во која се случува „акумулацијата“ на влезните фактори (работни барања, нарачки, повици итн.). Потоа некој го контролира внесувањето на овие „фактори“ во процесот.
Размислете за следниот пример. Независни дистрибутери да утврдат проценки за градежни работипотребни информации за комерцијални понуди од одделот за маркетинг. Тие беа незадоволни што на одделот за маркетинг му беа потребни две до три недели да ги обезбеди овие информации. Периодот што им одговараше беше три дена.
Работната група потроши неколку недели собирајќи податоци кои покажаа дека персоналот за маркетинг може да обработи во просек по 20 предлози дневно. Дистрибутерите сакаа загарантиран 3-дневен пресврт; Добиените податоци покажаа дека отстапувањето на процесот бара да се постигне построга цел од 2,4 дена.
Колку работа во тек беше дозволено во овој процес? Со користење на Литловиот закон и приклучување на 20 (продуктивност) и 2,4 (време на водењето), тимот најде максимална работа во процес од 48 предлози, број на предлози „во тек“ во кое било дадено време.
Време на испорака = 2,4 дена = (WIP = 48 предлози) / (Продуктивност = 20 предлози/ден).
За да управуваат со таков систем, тие создадоа штанд за визуелно прикажување на информации за бројот на предлози што се обработуваат. Максималната дозволена количина на работа во тек беше 48 апликации, така што додека нивниот број не се намали на 47, вработениот во одделот не можеше да започне со обработка на нови апликации, како што е прикажано на сл. 4.
Тајната што го прави овој систем да функционира е во долниот лев агол на Сл. 4, кој покажува диск означен како „влез“. (Во зависност од природата на вашата работа, ова складиште може да биде физички сад или електронска база на податоци.) Апликациите формално не влегуваат во процесот додека се наоѓаат во складиштето за суровини. Единствениот сигнал за поднесување на работа до влезот на процесот е излезот на единица производ од процесот - ова е системот „влечење“. Гарантираниот период за обезбедување на услугата е околу два и пол дена, сметано од моментот на прием на апликацијата во процес. Со други зборови, системот за повлекување во услужната индустрија значи донесување намерни одлуки за тоа кога да се стави работата во процесот. Сепак, многу е важно како се носат таквите одлуки: вредноста не смее да се изгуби од вид. ВО во овој случајпрашање е која апликација е внесена во процес кога ќе заврши обработката на другата пријава. Обработката на понудите по принципот прв дојден, прв услужен веројатно нема да биде соодветно овде, бидејќи некои понуди ветуваат ветувачки нарачки со голема вредност, додека други вклучуваат мали нарачки, содржат сомнителни понуди или веројатно ќе бидат одбиени.

Ориз. 4.Повлечете го системот за комерцијални понудиза продажба
Прашањето за нарачката за обработка може да се реши со одредување на приоритетот на предлозите во зависност од нивната перспектива. Секоја апликација се карактеризира со следните три параметри, од кои секој се оценува со помош на систем со три точки:
- сложеност на пресметката;
- конкурентна предност;
- бруто добивка во долари.
Резултатите за секој критериум за секој предлог се множат. Предлозите со највисоки оценки прво се поднесуваат на обработка, дури и ако другите апликации имаат подолго време на чекање. (Нова апликација со оцена 9 се внесува во процес побрзо од апликација со оцена 6 претходно поднесена). Користејќи таков систем, персоналот на одделот за маркетинг, со ист број вработени, можеше да обезбеди зголемување на бруто приходот за 70% и зголемување на бруто добивката за 80%. (Се разбира, компанијата би можела да ја зголеми продуктивноста со зголемување на големината на одделот за маркетинг и со направени огромни трошоци.)
Како да креирате сопствен систем за влечење?
Како да направите таков систем да работи за вас? Подолу е приближна низа на дејства.
- Одредете/потврдете го саканото ниво на услуга. Прашајте го клиентот какво ниво на услуга е посакувано за него.
- Одредете ја брзината на вашата работа работен тим(врз основа на податоци).
- Користете го Литловиот закон за да ја одредите максималната дозволена количина на работа во процесот.
- Ограничете ја количината на работа во тек на добиената максимална вредност.
- Ставете ја целата дојдовна работа во влезниот бункер.
- Развијте систем за приоритизација за редоследот по кој работата се внесува во процесот од уредот.
- Продолжете да правите понатамошни подобрувања на процесот што ќе ви овозможат да ја зголемите брзината на завршување на работата и да постигнете понатамошно намалување на времето на испорака.
Позитивното влијание на Lean Six Sigma врз овие типови ситуации е двојно: Прво, во испораката на услугите, одлуките се носат на начин што никогаш претходно не бил случај, врз основа на податоци (различности на побарувачката, работа во процес, и продуктивноста). Второ, користи алатки со брзина и квалитет, кои се усвоени од оние кои се подготвени да потрошат време и напор за да ја завршат работата.
Внимателно! Не го третирајте вашиот клиент како залихи или суровини!
Системот „повлече“ опишан погоре работи кога документите, е-поштата, телефонските повици итн. се поднесуваат како влез. што се случува. Кога работата во процес се клиенти, не можете да креирате инвентар од нив, исто како што не можете да го зголемите времето на чекање за услугата, а со тоа и времето за исполнување на нарачката. Законот на Литл вели дека единствената опција во овој случај е да се зголеми продуктивноста.
Еден од предизвиците на операциите директно до клиентите е високата варијанса на побарувачката, со зафатени периоди кои се менуваат со периоди на бавна деловна активност.
Ако динамиката на оваа ротација е предвидлива, продуктивноста може да се зголеми со соодветно менување на бројот на сервисен персонал: за време на шпицот на оптоварување, можете да користите дополнителни работници, како што се прави во центрите за повици. Ако варијансите на побарувачката се непредвидливи, треба да ја примените теоријата на редици, која ви овозможува да пресметате како различни фактори, како што се варијансите на понудата или побарувачката, влијаат на работата во тек (а со тоа и на времето на извршување). На пример, сл. Слика 3.11 од Lean Six Sigma: Комбинирање на Six Sigma Quality со Lean Speed, што е репродуцирано на Слика 3.11. Слика 5 покажува дека ако имате намален капацитет од 20%, варијацијата во побарувачката практично нема никакво влијание врз времето на чекање на клиентите.

Ориз. 5.Негативното влијание на отстапувањето е најголемо кога се работи на лимитот на перформанси.
Резервниот капацитет може да се обезбеди со привлекување на персонал од други одделенија кои се обучени за сродни вештини или со користење на приоритетен систем (како во системот „влечење“ опишан погоре) во кој посложени услуги се доделуваат на поискусни вработени.
Лекција бр. 4. Ефикасноста на процесот ви овозможува да ги измерите вашите способности
Типично, ефикасноста на процесите во услужниот сектор е околу 5% (Табела 1), односно 95% од работното време се троши на чекање. Страшно? Сепак би. Не се работи само за одложувања. Вистина е старата поговорка: колку подолго работата останува недовршена, толку повеќе чини. Во посните процеси, времето на додавање вредност сочинува повеќе од 20% од вкупното време на циклус.
Табела 1.Ефикасност на процесот

Немојте да се изненадите ако откриете дека ефикасноста на процесот на вашата организација е под 5%. Не се обесхрабрувајте. Искуството покажува дека со примена на основните алатки на Lean Six Sigma, брзо ќе почнете да ги добивате придобивките и ќе можете да ги намалите трошоците за најмалку 20%.
Ефикасноста на процесот може да се визуелизира со одвојување на времето на додадена вредност од времето без додадена вредност на графиконот за време на создавање вредност, како што е прикажано на слика 1. 6. (Овој вид на визуелно претставување помага луѓето да се возбудат и заинтересираат!)

Ориз. 6.Временска оска на создавање вредност
Идејата за временска карта за создавање вредност е прилично едноставна. Неопходно е да се следи процесот на обработка на која било производна единица и да се класифицира времето поминато во една од трите категории: 1) додавање вредност, 2) неизбежни загуби - тие се составен аспект на водење бизнис (работа за која клиентот не сакаат да платат, но без кои не може - сметководство, почитување на законските и други прописи) и 3) доцнења/загуби. Потоа нацртајте временска линија и нацртајте ги сите три категории на неа. Во примерот за набавка на Локхид Мартин, можете да видите дека потребни се четири дена од моментот кога центарот за снабдување ќе добие барање до нарачката. Работа што додава вредност (засенчени области погоре средната линија), покажува дека во текот на овие четири дена купувачот потрошил 14 минути за обработка на нарачката. Поголемиот дел од времето што е прикажано како празен простор го претставува времето на чекање. Првично, овој процес имаше ефикасност помала од 1% (14 минути од 4 дена, или 1920 минути).
Временската оска на создавање вредност го следи движењето на единица производ низ процесот и го отсликува времето поминато. Над средната линија е времето кое додава вредност од перспектива на клиентот; останатото се загуби.
Лекција бр. 5. 20% од работата предизвикува 80% одложувања
Главната цел на слабото производство - брзината - може да се постигне на еден и единствен начин: да се ослободите од сè што го забавува процесот. Мапирањето на вашиот процес и собирањето податоци за времињата на циклусот, варијансите и сложеноста ќе ви овозможат да ги пресметате времињата на одложување на секое посебна операцијапроцес. Искуството покажува дека во кој било процес со ефикасност од 10% или помала, 80% од времето на носење се „изедуваат“ од помалку од 20% од активностите - уште еден пример за Парето ефектот во акција! Овие 20% се нарекуваат „скриено губење време“, што станува очигледно кога се креираат мапи за проток на вредности и може да се претстават како временска линија за создавање вредност (како на Слика 6).
Идентификувањето на скриените загуби е една од најважните проблеми, бидејќи приоритетот во овој случај се одредува според времетраењето на доцнењето. Со правилно давање приоритет на целните индикатори, ќе имате моќен потпор за влијание финансиски резултатиподобрување.
Лекција бр. 6: Не можете да го подобрите она што не можете да го видите.
Ако можноста за намалување на трошоците и времето на испорака во услужната индустрија е толку голема, зошто да не ја користите Lean Six Sigma почесто?
Една од очигледните придобивки од производството е способноста да се види и следи текот на работата. Шетате по производствена линија и гледате како се обработува производот и како, преминувајќи од едно на друго работно место, суровините или материјалите се трансформираат во финален производ. Овој тек е секогаш документиран во одделот за испраќање, кој ја евидентира работата што додава вредност. Дополнително, гледате опипливи докази за отпад (производи за кои е потребна преработка, отпад од производството, одложувања) во форма на купишта работи во тек или дефекти.
Во испораката на услуги, голем дел од работата останува невидлив. Со едно притискање на тастатурата, некој испраќа извештај до друга канцеларија низ ходникот или каде било во светот. Некој притиска копче на телефонот и го префрла клиентот од еден оддел (како што е службата за корисници) во друг (техничка поддршка).
Во услужната индустрија, потешко е да се види повеќе од само протокот (процесот). Речиси исто толку тешко е да се процени обемот на работа во тек. Да, некои од нас можат да го проценат неговиот волумен гледајќи го купот хартии на масата или броејќи колку луѓе стојат во редот и чекаат да бидат послужени. Но, многу почесто, „работата“ има помалку видливи форми - на пример, извештаи или нарачки во во електронски формат, се чека на обработка, 20 пораки 10 клиенти висат на телефонската линија за да одговорат.
Но, иако е тешко да се направи видлив протокот на работа во услужната индустрија, тешко е да се разбере и да се процени обемот на работа во тек. потребните условипримена на посно производствени алатки за зголемување на брзината и намалување на отпадот. За да го „направите невидливото видливо“, можете да користите различни мапи, вклучувајќи ги и мапите за проток на вредности што ќе ги видите многу пати низ оваа книга (видете Слика 7 за пример за таква карта).
Ориз. 7.Карта на проток на вредност (карта на проток на процес)
Покрај тоа, Сл. 7 покажува дека многу процеси на управување се премногу сложени. На пример, во една компанија, одобрувањето за промена на дизајнот бара потпис од седум менаџери, а формуларот за одобрување поминува со недели патувајќи низ седум дојдовни фиоки за документи. Овој процес на испорака на услуги предизвикува сериозни проблеми во процесот на производство, бидејќи се меша со навремените промени на цртежите (и производите што се произведени според овие цртежи). Долгиот циклус на овој процес на донесување одлуки значи дека штом ќе се идентификуваат проблемите со квалитетот, преработката ќе продолжи многу долго, дури и откако ќе се создадат нови цртежи кои можат да се користат за производство на производи без дефекти.
Кога компанијата повнимателно ги испита процесите за добивање на сите седум потписи, стана јасно дека пет од седумте менаџери немаат знаење и квалификации релевантни за работата. Сосема беше доволно овие пет раководители да добијат известување за одобрување на нов документ, кој нема да предизвика ни најмала штета на процесот. Сè уште им беше испратена копија од документот затоа што ќе имаат корист ако дознаат за промените, но тие беа исклучени од процесот на одлучување. Сега двајцата преостанати менаџери имаат време да ја проучат формата и да ги решат сите прашања за помалку од една недела, по што процесот може да продолжи понатаму.
Визуелно управување
Изобилство на алатки визуелен менаџмент, што го користи слабото производство, се објаснува со придобивките од визуелното претставување на работата во тек, трошоците и компетенциите на вработените. Овие алатки ви овозможуваат:
- идентификуваат и јасно презентираат работни приоритети;
- визуелизирајте ги дневните показатели за перформансите на процесот („дали денот беше успешен или не?“);
- создадете поволни услови за комуникација во работната област, како и помеѓу раководството и персоналот;
- обезбедуваат повратни информации за членовите на тимот, претпоставените и менаџерите и им овозможуваат на сите вработени да придонесат за постојано подобрување.

Ориз. 8.Тактичка табла за регистрирање нарачки
На наједноставно ниво, визуелното управување може да вклучи објавување на мапи на процесите (што покажува како треба да се спроведе процесот) или листа на метрика на огласна табла, така што секој во работната област може да види колку добро или не се одвива процесот. Ориз. Слика 8 покажува посебен вид алатка за визуелно управување наречена takt табла (takt е германски збор за метроном). Таквите табли се користат за одржување на саканиот ритам или темпо на процесот. Таблата ги рефлектира саканите показатели за „ритамот на производство“ (земајќи ги предвид барањата на клиентите и ограничувањата на обемот на работа во процесот) и индикаторите за вистинската брзина со која работат учесниците во процесот. Тимот што ја разви оваа табла го одреди лимитот на WIP и го користи за да го задржи бројот на билети во процесот на 48. Следно ќе зборуваме за други алатки за визуелно управување.
Примери за примена на алатки за посно производство во услужниот сектор
Пред неколку години, одделот за системска интеграција на Локхид Мартин концентрираше голем дел од својата набавка во Центарот за набавка на материјали во Средноатлантскиот регион (MAC-MAR). Овој центар опслужува 14 региони со различни адреси („MAC-MAR клиенти“). Многу од овие регионални локации беа купени за време на спојувањата на одбранбената индустрија во 1990-тите и работат со различни наследни компјутерски системи.
Секој добавувач на центарот е одговорен за набавка на одредена листа на производи. Добавувачите се поврзуваат со компјутерскиот систем на соодветната локација, ги обработуваат барањата за купување и дури потоа продолжуваат да работат со друга локација. Ова поврзување и исклучување претставуваше проблем. Бидејќи различни локации користеа различни компјутерски системи, на просечниот добавувач му требаа 20 минути да се префрли од еден клиент на друг. Во јазикот на слабото производство, оваа ситуација се нарекува долги времиња на промена. Меѓутоа, во тоа време - пред доаѓањето на програмата LM21 - никој во синџирот на снабдување не бил обучен за посно производство и затоа не ја нарекувал или не ја доживувал оваа активност како време на промена и не размислувал како тоа влијае на процесот како целина.
Не беа само долгите физички времиња на префрлување од еден компјутер на друг систем што ги попречи добавувачите на MAC-MAR. Имаше и „крива на учење“ што исто така беше проблем: недостатокот на униформност во системите значеше дека добавувачите мораа постојано да се префрлаат од една на друга инструкција, обидувајќи се да запомнат 14 различни ознаки за еден дел, итн. г.
Како би постапиле во таква ситуација? Добавувачите работеа вака: прво ги обработуваа сите барања од една локација и дури потоа преминаа на следната. Во просек, им требаше цел ден да ги обработат барањата на еден клиент пред да можат да преминат на следната област. Ако продуктивноста се сметаше како број на нарачки на час, таа беше доста висока, но ако се земе предвид приоритетот на овие нарачки, добавувачите најчесто нарачуваа погрешно. И кога има вишок на работа во процесот во системот, можете да бидете сигурни дека Законот на Литл ќе доведе до многу долго време на спроведување.
Ориз. Слика 9 покажува како се обработувале нарачките пред подобрувањата на процесот. Откако се поврзаа на една од локациите, добавувачите се обидоа да ги обработат сите барања што доаѓаат од таму - и итни и оние што може да чекаат.

Ориз. 9.Фрагмент од програмскиот интерфејс што се користеше претходно
Поради нестандардни компјутерски системи, вработените во центарот за снабдување на Локхид Мартин не можеа да работат во повеќе области во исто време. Им требаа 20 минути да се префрлат на следниот дел. Сосема е разбирливо што, откако се поврзаа на една од страниците, тие се обидоа веднаш да ги обработат сите нарачки пред да преминат на следниот клиент.
Карактеристики на филозофијата на посно производство
За посно процескарактеристика:
- ефикасност на процесот повеќе од 20%;
- фиксна граница на обемот на работа во тек, што ви овозможува да ја контролирате брзината;
- користејќи систем „повлече“ во кој нова работавлегува во обработка само кога соодветната излезна работа се пренесува на следната операција;
- употреба на визуелен приказ на информации за контрола и следење на процес (на пример, за прикажување на статусот на различни производи или услуги во процес или листа дополнителни идеида се намали времето за исполнување на нарачката).
Проблемот беше што овој процес целосно го игнорираше времето што го бараа другите клиенти: итна нарачка за делот D мораше да почека додека добавувачот не ги обработи сите нарачки за деловите А, Б и В. Како резултат на тоа, на добавувачот му требаа 14 или повеќе дена на т.н. time turnover time за клиентот (customer turnover time) со цел да се помине целиот циклус на обработка на апликации од сите клиенти. Ова доведе до долго време, доцнење во наплатата за критичните проекти и потреба од прекувремена работа во производството (Слика 10).

Ориз. 10.Недостаток на флексибилност во процесот на набавки
Бидејќи префрлањето од една локација на друга беше исклучително сложен и долг процес за купувачите на Локхид Мартин, стандардната процедура беше да се обработат сите нарачки од една локација - итни и неитни - пред да се премине на следната, како што е прикажано на Слика . 10. Лесно е да се пресмета дека кога се обработуваат податоци од 14 локации, поминувале 14 дена или почесто пред добавувачот да биде подготвен да ја прифати следната серија нарачки од локацијата.
Покрај тоа, истиот производ, како што е процесорот Intel Pentium, може да се нарача 14 пати под 14 различни внатрешни ознаки (секоја нарачка може да биде 1/14 од вкупната количина), зголемувајќи ги трошоците по ставка и зголемување на целокупното време на чекање и испорака 14 пати.
Мапата на протокот на вредност покажа дека најголемиот дел од доцнењата во процесот на набавка во целина биле предизвикани од проблемот со „промена“, кој ја претставува главната скриена загуба на време. Беше јасно дека ако овој проблем не се реши, други подобрувања ќе бидат бескорисни. Овие наоди беа потврдени од „гласот на купувачот“: најважната точка за клиентите беше забрзување на извршувањето на нарачките за набавка и намалување на трошоците за набавка.
Тимот на MAC-MAR го мапираше процесот, го утврди обемот на работа во секоја фаза, ги идентификуваше најдолгите доцнења, ја утврди сложеноста и сфати дека решението за овој проблем има две компоненти:
- треба да се развие програма која ќе биде компатибилна со компјутерските системи од сите области и ќе може да ги групира нарачките според типови на производи, прикажувајќи ги консолидираните податоци заедно (со ова ќе се елиминираат доцнењата поради постојаното прилагодување при поврзување со различни системи);
- Структурата на програмата треба да им овозможи на добавувачите да ги сортираат нарачките според времето на испорака и видот на производот.
Резултатот е прикажан на сл. 11. Наместо информации на една локација, сега овде се собираат само итни нарачки од сите страници. Со кликнување на соодветното име на производот, можете да добиете информации за барањата за купување и да ја видите нивната историја. Понатамошните промени вклучуваа проширување на опсегот на производи што може да се набават според договори, дозволувајќи им на купувачите да направат нарачка со едно притискање на тастатурата (наместо да треба повторно да го конфигурираат системот за поединечни нарачки) и многу други подобрувања.

Ориз. единаесет.Преглед на интерфејс по трансформации
На прв поглед, информациите на екранот речиси не се разликуваат од она што беше првично претставено (сл. 9). Сепак, можноста за подредување на нарачките добиени од сите локации по редослед на приоритет на испорака значи дека сега е можно да се комбинираат информациите добиени од различни локации користејќи различни програми.
Надминувањето на предизвиците за справување со различни програми ја зголеми флексибилноста на процесот на набавки.
- Времето на менување е намалено од 20 минути на речиси нула.
- Големината на серијата сега е 1 нарачка бидејќи добавувачот не мора да се префрла од една локација на друга кога поставува нарачки.
- Времето на циклус што порано надминуваше 14 дена сега е помалку од 1 ден (ако добавувачот започне на локацијата А, тој може да ги обработи сите нарачки за брзање и да се врати на локацијата А истиот ден).
- Работа во тек: клиентите беа навикнати да чекаат во ред до 14 дена; просечното чекање беше 7 дена или 56 часа. Сега максималното време на чекање е 2 часа, а просекот е 1 час.
- Продуктивноста е зголемена - наместо да се опслужува еден клиент во 8-часовен работен ден, нарачките од 14 клиенти сега се обработуваат на секои 2 часа (што е еквивалентно на 56 клиенти дневно).
Кој е задоволен со ваква работа - вие или клиентот?
Работната група MAC-MAR направи и други промени во процесот (вклучувајќи го и проширувањето на листата на претходно преговарани услови). Општо земено, сите овие промени овозможија да се намалат цените на понудата за 50%, времето на носење се намали за 67% за стоки за широка потрошувачка (од 6 на 2 месеци), благодарение на навремените испораки, продуктивноста на претпријатието се зголеми за речиси 20%, и просечните единечни трошоци за материјали се намалени за 6,4%. Овој пример илустрира уште едно клучно откритие за посно производство: брзината на секој процес е пропорционална на неговата флексибилност. Оригиналниот процес на Локхид Мартин беше многу нефлексибилен (времето на пресврт на клиентите беше 21 ден); Кога процесот на префрлување помеѓу клиенти беше значително поедноставен, добавувачите беа во можност значително да го забрзаат процесот.
Време на промена и сериска обработка при обезбедување услуги
Многу луѓе не сфаќаат дека при давање услуги има и време на промена. На крајот на краиштата, ако преминот од сервисирање на еден клиент кон сервисирање на друг ви одзема одреден временски период или ви треба време за да постигнете нормална продуктивност, зборуваме за време на промена. Ако го одложувате сервисирањето на клиент (внатрешно или надворешно) затоа што ви е попогодно да продолжите со работата при рака, тогаш е попогодно да се обработува во серии. Поглавје 11 објаснува како да се елиминираат овие извори на доцнење на процесот.
Зошто Lean Manufacturing не може да работи без Six Sigma?
Посното производство е многу ефикасно за оптимизирање на времето на производство и за елиминирање на трошоците што немаат додадена вредност, но сè уште има голем број сериозни прашања кои не се опфатени дури ни од најнапредната литература за посно производство. Шест сигма помага во решавањето на овие проблеми и затоа е неопходно дополнување на посно производство.
1. Lean не ја пропишува културата и инфраструктурата потребни за да се произведат одржливи резултати.
Голем дел од Lean литературата не се однесува на инфраструктурата потребна за успешно спроведување на Lean проекти и не само постигнување брзина, туку и нејзино одржување. Всушност, многу компании кои имплементираат посно производство се принудени, сака-нека, да развијат инфраструктура слична на инфраструктурата Six Sigma, но наместо веднаш да усвојат традиционална структураШест сигма, тоа го прават само под притисок на околностите. Компаниите кои применуваат само Lean manufacturing често не можат да го имплементираат низ целата организација и да постигнат одржливи резултати бидејќи немаат јасна организациска инфраструктура Six Sigma. Таквата инфраструктура обезбедува вклучување на повисокото раководство во процесот, овозможува обука, зајакнување на распределбата на ресурсите итн. Во негово отсуство, успехот на посно производство зависи само од личната иницијатива. Видов дека успешните програми за посно производство се влошуваат кога се менува раководството. Во овој поглед, Six Sigma е помалку ранлива (иако не е целосно имуна на ваквите проблеми): таа претпоставува дека пред се треба да се заштитат интересите на акционерите. Секоја книга Six Sigma детално ги опфаќа одржливата инфраструктура, но ниту една Lean книга не се занимава со ова прашање.
2. Недостаток на фокус на критичните карактеристики од перспектива на потрошувачите
Потребно е да се идентификуваат компонентите на процесот што додаваат вредност, посно производство вклучува некои елементи на фокусирање на клиентите, но неговиот пристап е интроспективен. Мапирачот на протокот на вредност донесува одлука врз основа на тоа дали дадена активност додава вредност или не. Спротивно на тоа, Six Sigma одредува кога да ги вклучи „гласот на клиентот“ и „гласот на добавувачот“ во процесот на подобрување. Најважниот индикаторна овој метод се карактеристиките кои се критични за клиентот, средствата за да се земе предвид „гласот на клиентот“ се обезбедени во фазата „Дефинирај“ од циклусот DMAIC (Дефинирај - Мери - Анализирај - Подобри - Контролирај). Со други зборови, на Lean му недостига фокусот на клиентите што се провлекува во работата на Six Sigma.
Според моето искуство, повеќето луѓе во индустријата за финансиски услуги имаат интерес за Six Sigma, но веруваат дека методите се посоодветни во производствената средина. Сепак, откако се запознав со посно производство на сопствено искуство, го менуваат својот став, гледајќи дека овие методи се побрзи и полесни. Спроведувањето на Six Sigma алатките бара многу напор.
Дерил Грин, виш потпретседател, Банка 1
3. Посното производство не го препознава влијанието на варијансите.
Посното производство нема алатки за намалување на варијансите и обезбедување статистичка контрола на процесот. Six Sigma смета дека елиминирањето на варијансата е клучен фактор и нуди широк арсенал на алатки за справување со варијансата (од статистичка контрола на процесот до експериментален дизајн). Како што беше дискутирано погоре, дефектите од 10% може да го зголемат времето на доставување за 38% и да го зголемат залихите при работа за 53%. Со други зборови, брзината и заштедите на трошоците постигнати преку посно производство може да се негираат со зголемена варијанса!
Зголемувањето на процентот на дефекти не е единствениот извор на отстапувања што доведуваат до зголемување на работата во тек и времето на изведување.
„Кому му треба посно производство? Немам време за промена!“
Повеќето даватели на услуги веруваат дека нема време за промена во нивниот бизнис. Тие го поврзуваат со мртви зони при преминот од производство на еден во друг вид производ во производството. Сепак, обично постои крива на учење вклучена во префрлањето од една задача на друга пред продуктивноста да го достигне својот врв, како што видовме со MAC-MAR центарот за снабдување на Локхид Мартин. Оваа крива на учење е прикажана на сл. 12.

Ориз. 12.Кривата на учење трошоци и перформанси
Вработениот останува заклучен во секоја задача 20 минути, иако моменталната побарувачка на клиентите бара таа задача да се заврши во рок од 5 минути. Ова е слично на ситуацијата во Локхид Мартин, каде што службеникот за набавки бил врзан за еден клиент по цел ден и му биле доделени 14 „задачи“, што одговараат на бројот на локации (задачи од А до Н). Во овој случај, вкупното време на нарачка се зголемува четирикратно. Користењето методи на посно производство може значително да ја намали кривата на учење.
Заклучок: Сè што ги намалува нивоата на продуктивност ќе доведе до подолго време на испорака бидејќи луѓето остануваат врзани за слични задачи подолго отколку што налага тековната побарувачка на клиентите. Користењето на посно производствени алатки може значително да го намали времето на испорака и да го минимизира влијанието на промените во активноста врз продуктивноста. Еден од главните извори на кривата на учење е сложеноста, односно разновидноста на извршените задачи. Колку е поголем бројот на различни задачи, толку поретко се повторуваат, толку е поостра кривата на учење. Затоа, со намалување на сложеноста, Lean Six Sigma го решава проблемот со кривата на учење.
Отстапувањата во побарувачката и времето поминато на операции за создавање производи имаат значително влијание врз времето на исполнување на нарачките, додека посното производство не имплицира директно влијание на овие фактори. Оваа врска е илустрирана на сл. 13, кој ги прикажува резултатите од една од фазите на погоре опишаниот процес на набавки во Локхид Мартин.

Ориз. 13.Влијание на отстапувањата врз времето на чекање
Да замислиме дека Боб просечно троши на извршување специфична задача 16 минути. Сепак, поради варијабилноста во 68% од случаите (една стандардна девијација), вкупното време може да отстапи од просекот за 8 минути, во тој случај факторот на отстапување би бил 8/16 = 50%. Сега да претпоставиме дека вработувањето на Боб има слично отстапување. Како што можете да видите од сликата, ако Боб е на 90% од неговиот капацитет, работата што ја работи ќе чека во ред во просек по 60 минути, што објаснува околу половина од времето во редот. Ако Боб наиде на особено тежок проблем, ова време може да се зголеми на 100 минути.
Отстапувањето има незначително влијание врз процесите кои работат со голема маргина на пропусната моќ (левата страна на графиконот). Но, повеќето услужни организации работат речиси со капацитет, и токму во овој случај отстапувањата имаат максимално влијание врз должината на времето што работата (или потрошувачот) чека „на ред“. Процесите кои вклучуваат директен контакт со потрошувачот често се предмет на големи разлики во побарувачката затоа што не можеме да ги контролираме постапките на потрошувачот кој го избира времето на контакт по своја дискреција. Кој е заклучокот? Колку се поголеми влезните отстапувања, толку поголема треба да се обезбеди резервата за капацитет. Ако варијансите се мали или можеме на некој начин да ја контролираме побарувачката (што е поверојатно во случај на внатрешни процеси), можеме да работиме со зголемено оптоварување без ризик од значителни одложувања. Кога првпат ја претставив оваа анализа на Локхид Мартин, Мани Зулуета, потпретседател на центарот за снабдување MAC-MAR на Локхид Мартин, рече: „Ова ги потврдува нашите набљудувања!
Влијанието на отстапувањата на побарувачката врз времето на чекање е поголемо колку е поголем процентот на постоечки капацитет што го користи процесот (како што може да се види од стрмниот наклон на кривата десно). Колку се позначајни отстапувањата, толку е посилно влијанието.
На Lean Manufacturing му треба и DMAIC
Повеќето описи на посно производство започнуваат да решаваат проблем во фазата Подобрување, заобиколувајќи ги фазите Дефинирај и мери. Бидејќи фазата „Дефинирај“ го идентификува опсегот на проблемот, а фазата „Мерење“ има за цел да го квантифицира и да го поврзе со ресурсите, луѓето често гризат дел од посно што не можат да го џвакаат или се губат во мешањето различни подобрувања.
Зошто на Six Sigma му треба посно производство?
Постојат одредени празнини во Six Sigma, исто како и во методите на посно производство. Ајде да погледнеме кои недостатоци на Six Sigma помага да се пополнат Lean Manufacturing.
Општата идеја е следна: како што покажа практиката на многу компании, употребата на Six Sigma може да постигне многу. Но, постои една тешкотија. Без оглед на алатката што ќе ја изберете, ако нема слаба компонента, ако не се фокусирате на зголемување на брзината и намалување на работата во процесот, сите ваши придобивки на крајот ќе бидат уништени. Процесот ќе остане бавен и трудоинтензивен, а трошоците ќе бидат огромни. Постојат пет причини зошто на Six Sigma му треба Lean.
1. Идентификација на загубите.Иако мапирањето на процесите е алатка Six Sigma, таа не ги собира податоците (вклучувајќи време на промена, време на обработка на единицата, транспорт итн.) потребни за квантифицирање на чекорите на процесот и идентификување активности кои не додаваат вредност и не ги зголемуваат трошоците на услугата/ производ. Посното производство има моќна алатка во својот арсенал - мапа на проток на вредности, која ги надминува бариерите помеѓу функционалните оддели и ви овозможува да идентификувате отпад и одложувања. Шест сигма ретко се разгледува различни типовиактивности од перспектива што додаваат вредност и прават малку за да ги елиминираат активностите што не додаваат вредност. Пред сè, протоколот Six Sigma пропишува елиминација на отстапувањата и само ако тоа не е можно, се врши дизајн според критериумот Six Sigma (DFSS). Посното производство се заснова на премисата дека редизајнирањето на процесот (за елиминирање на активностите што не додаваат вредност) е неопходно до одреден степен во сите случаи под 10%.
2. Зголемување на брзината на процесот и времето на циклус.Оптимизирањето на времето на циклусот и одговорноста често се смета за резултат на Six Sigma. Сепак, експертите на Six Sigma не ги поврзуваат квалитетот и брзината, ниту практично ниту теоретски, ниту пак поставуваат ограничување на количината на работа во процесот што се бара во системот за влечење (оваа операција е потребна за да се направи времето на довод како контролиран параметар со ограничена варијанса ). Обемот на работа во тек е најважниот фактор во времето на циклусот (според законот на Литл). Ако не ја ограничите работата во процесот на максимална граница, намалувањето на времето на циклусот ќе остане сон.
Губење на клиент
Една од најзначајните загуби што не ја зема предвид слабото производство е загубата на клиент. Вие пропуштате приходи поврзани со клиентите, а трошоците за стекнување на нов клиент обично се значително повисоки од продажбата на истиот износ на услуги или производи на постоечки клиент. Всушност, сите загуби кои посно производството експлицитно ги идентификува се внатрешни на процесот, а не надворешни. Може да се докаже дека елиминирањето на овие внатрешни загуби значително ја намалува веројатноста за губење на надворешен клиент бидејќи ги испорачувате услугите брзо, без отпад и со минимални трошоци. Сепак, можете да изгубите многу време и напор за да обезбедите услуга што клиентот не ја сака, и затоа Six Sigma презема поконструктивен пристап кон инкорпорирање на „гласот на клиентот“ и ја дефинира загубата на клиент како дефект.
3. Алатки за брзина.Алатките Six Sigma ретко вклучуваат алатки за посно производство, како што се целосно одржување на опремата (TPM), споделување временска вредност, 5S, итн. Овие се исклучително ефективни алаткиподобрувањата на брзината се развиени и подобрени со децении практична примена. Се разбира, нивното прилагодување на услужната индустрија бара одреден напор, но нивното занемарување нема да постигне максимална продуктивност на процесот.
4. Методи за добивање брзи резултати (кајзен процес, DMAIC).Посно производство има Кајзен метод за брзо подобрување. Претставува краткорочни, интензивни проекти, кога група луѓе со релевантно знаење, во текот на четири-пет дена, намерно и систематски го подобруваат избраниот процес или вид на активност. Ефективноста на ваквите настани е исклучително висока, потребата за брзо постигнување опипливи резултати дава моќен поттик на креативното размислување. Како што ќе научите во оваа книга, кајзенот игра значајна улога во испораката на услуги, иако методот често бара извесна промена. Имањето метод за оперативно подобрување во вашиот арсенал обезбедува одличен катализатор за проектите DMAIC. Фокусот на Lean на акција овозможува побрзи резултати.
5. Квалитетот на Six Sigma се постигнува многу побрзо откако ќе се отстранат чекорите без додадена вредност со користење на методи на посно производство. Истражувачкиот институт Six Sigma составил табела (слика 14) која го испитува кумулативното влијание на дефектите врз реалната пропусност. На пример, размислете за процес на фактурирање кој вклучува 20 трансакции, од кои секоја се изведува на ниво 4а (принос од 99,379%). Вкупниот реален проток ќе биде (0,99379) 20 = 88%, што е сосема типично за процесите на испорака на услуги. Ваквиот низок принос создава проблеми со побарувањата и ја наложува потребата да се „нокаутираат“ парите и повторно да се обработат.

Ориз. 14.Реален пропусен опсег
Оваа табела јасно покажува дека е многу тешко да се постигне висок квалитет во процеси со голем број операции и, обратно, слабиот квалитет има многу посилно влијание врз сложениот процес. Најефективниот начин за постигнување на нивоа на квалитет Six Sigma е истовремено да се подобри квалитетот и да се применат принципите на посно производство за да се елиминираат чекорите на процесот што не додаваат вредност.
Користењето на посно производствени алатки ви овозможува брзо (најмногу за неколку недели) да ги елиминирате активностите што не додаваат вредност, најверојатно барем половина од нив (10). Така, наместо 20 фази на обработка, фактурите сега минуваат само низ 10. Јасно е дека дури и без дополнителни мерки за подобрување на квалитетот, процесот кој вклучува 10 фази има многу помала веројатност за грешки отколку процес со 20 фази.
Вистинската пропусната моќ се зголемува на (0,99379) 10 = 94%. Повисокиот принос ќе го зголеми повратот на вашата инвестиција за подобрување и уште поважно, брзината на процесот ќе се удвои, што ќе ви овозможи не само побрзо да ги доставувате вашите услуги на клиентот, туку и да ја зголемите стапката на поврат на квалитетните алатки со двојно зголемување на нивната ефикасност .
Со комбинирање на Lean и Six Sigma, не само што можете да го намалите бројот на активности, туку и да го подобрите нивото на квалитет на преостанатите активности на, да речеме, 5a, што ќе ја зголеми вистинската пропусност на (0,99976)10 = 99,8%.
Предизвикувачки предизвик за поддржувачите на Six Sigma
Понекогаш се поставува прашањето: дали е подобро да се започне со оптимизација на процесот со користење на Six Sigma (без елиминирање на чекорите што не додаваат вредност) или прво да се елиминираат чекорите што не додаваат вредност користејќи Lean методи и дури потоа да започнете со оптимизирање на процесот користејќи Six Sigma. Некои поддржувачи на Six Sigma веруваат дека техниките за посно производство (како што е системот за влечење) треба да се применат откако процесот ќе стане контролиран и оптимизиран. Сепак, оваа гледна точка лесно се оспорува: „Дали користењето на посно производство и системот за влечење, кои ви дозволуваат да ја контролирате брзината и да го намалите времето на циклусот, би му наштетило на имплементацијата на Six Sigma? Всушност, користењето на двете алатки Lean и Six Sigma заедно ќе има најповолно влијание врз културата на компанијата. Проектите треба да се избираат врз основа на нивното влијание врз зголемувањето на ROIC, а не врз основа на тоа дали е потребен сет на алатки за да се реши проблемот - оној што нуди посно производство или оној што користи Six Sigma.
Спојување Lean и Six Sigma за подобрување на услугите
Познато е дека методот Lean Six Sigma е моќно средство за спроведување на стратегијата на врвниот менаџмент и тактичка алатка која им овозможува на менаџерите на независните одделенија да постигнат годишни и квартални цели. Ако менаџментот остане настрана од програмата Lean Six Sigma, компанијата најверојатно ќе мора да изгуби од конкурентите каде што менаџерите ги додале овие техники во нивниот арсенал.
Спојувањето на основните принципи на посно производство и Six Sigma ни овозможува да формулираме пет „закони“ кои ги одредуваат насоките на работата за подобрување. Подолу се првите четири (почнавме да ги нумерираме од 0, бидејќи овој закон е основа за останатите).
0. Законот на пазарот.Прашањата кои се клучни за квалитетот од перспектива на клиентот се главен приоритет за подобрување, проследено со поврат на вложениот капитал (ROIC) и нето сегашна вредност (NPV). Овој закон го нарекуваме Нулта Закон бидејќи е основа за другите.
1. Законот за флексибилност.Брзината на кој било процес е пропорционална на флексибилноста на тој процес (види Слика 10).
2. Закон за фокусирање. 80% од доцнењата во кој било процес отпаѓаат на 20% од сите активности.
3. Закон за брзина.Брзината на кој било процес е обратно пропорционална со обемот на работа во тек (или бројот на „објекти“ во работата). Законот на Литл вели дека бројот на објекти во процесот се зголемува поради долгите времиња на промена, времето на преработка, варијансите на побарувачката и понудата, времето и сложеноста на понудениот производ.
4. Закон за сложеност и трошоци.Вообичаено, сложеноста на понудата на услуга или производ ја зголемува работата без додадена вредност и работата во процес за поголем износ отколку низок квалитет (ниска сигма) или мала брзина (без посно).
Историја на успех. Нови традиции на Локхид Мартин
Локхид Мартин е формиран со спојување на Локхид и Мартин-Мариета (едно од бројните спојувања) во 1995 година, така што технички компанијата е стара околу седум години. Но, прашајте ги луѓето што работат овде и тие ќе ви кажат дека компанијата се чувствува уште помлада, бидејќи дури пред две години повеќето вработени беа тесно поврзани со нивните поранешни организации, а Локхид Мартин беше повеќе разновидна група од 18 корпорации отколку обединета. образование.
Пред две години се роди програмата LM21 - Operational Excellence, базирана на методот Lean Six Sigma. Според Мајк Џојс, потпретседател на LM21, овој метод стана консолидирачки почеток за компанијата, што им помогна на вработените да научат да работат заедно за заедничка цел. Подолу е како тие успеаја да го постигнат тоа.
Бизнис идеја
Успехот на Локхид Мартин во голема мера е определен од пронајдоците, големите научни и технолошки достигнувања и квалитетот на извршувањето. Ова објаснува зошто голем дел од работата за подобрување е во испораката на услугите: развој, набавка, дизајн, поддршка на животниот циклус, вработување, фактурирање на клиенти, правни, итн. трошоците за секој вид производ доаѓаат од набавка или поддоговор.
Како што вели Џојс, „Никогаш не би сонувале да опремиме нови борбени авиони со радари во стилот на 1975 година, но сепак сметавме дека е сосема прифатливо да имаме деловни процеси од 1975 година во нашиот синџир на снабдување. Не само што треба да развиеме нов радар, туку и темелно да го разработиме процесот на создавање на овој радар“.
Владата му додели на Локхид Мартин договор да го направи она што компанијата го дефинира како „софтверско инженерство“ - развивање сопствени софтверски решенија за да се задоволат специфичните потреби на клиентите. Компанијата вели: „Научните и технолошките достигнувања и иновативните решенија се дел од нашата секојдневна работа“. Не е ни чудо што 50 илјади од 125 илјади вработени на Локхид Мартин се научници и инженери.
Прашањето за традицијата во Локхид Мартин беше многу важен фактор. Локхид Мартин има инкорпорирано поранешни оддели од различни компании, вклучувајќи ги General Dynamics, GE, IBM, Goodyear, Westinghouse, Loral и Ford, секоја со свое наследство. Комбинирањето на 18 различни компании значеше 18 различни компјутерски системи, 18 различни системи за нумерирање на делови, 18 различни пристапи за набавка на извори, 18 различни начини на пишување спецификации, вработување вработени, плаќање сметки.
Покрај тоа, секоја компанија имаше своја позадина во борбата за подобрување на квалитетот: кругови за квалитет, статистичка контрола на процесите (SPC), производство на континуиран проток, Six Sigma, TQM, посно производство. Затоа, стратегиите за подобрување на Локхид Мартин беа потребни за да им овозможат на луѓето да се гордеат и да ги продолжат традициите на нивната компанија, а истовремено да се осигураат дека тимската работа функционира добро.
Движењето кон оваа цел започна во 1998 година, кога менаџментот на Локхид Мартин сфати дека новото претпријатие има огромни ресурси за квалитет и изработка. Тие изведоа програма наречена LM21 Best Practices за да го направат своето акумулирано знаење и искуство достапни за целата компанија.
Мајк Џојс, потпретседател на програмата LM21 (програма за оперативна извонредност на Локхид Мартин) и Мани Зулуета, потпретседател на Центарот за стекнување материјали - Средно атлантски регион (MAC-MAR) ни помогнаа да се запознаеме со апликацијата на Lockheed Martin за Lean Six Sigma. ), Џејмс Исак, директор за извонредност на синџирот на снабдување, Центар за стекнување на северни материјали и Мајлс Бурк, сертифициран менаџер за подобрување на црн појас и синџир на снабдување.
Локхид Мартин има 125.000 вработени ширум светот во четири основни области: аеронаутика, вселенски системи, системска интеграција и сервисни технологии.
Иако споделувањето на најдобрите практики беше добар почеток, тоа имаше свои недостатоци:
- Што е „најдобро“? Во сегашното деловно опкружување, темпото на промени се забрзува. Со фокусирање на најдобрите практики, може да ги изгубите од вид отпадот и можностите за подобрување на претпријатието како целина;
- луѓето можат да станат самозадоволни. Локхид Мартин се стреми да обезбеди секој вработен да чувствува чувство на итност за постојано подобрување и никогаш да не се чувствува како да постигнал совршенство. „Најдоброто“ е преоден концепт;
- системот за „најдобри практики“ беше премногу флексибилен. На почетокот, фабриките и другите оддели сами одлучуваа кои најдобри практики сакаат да ги користат. „Но, кога Локхид Мартин прави нешто, тоа мора да значи нешто во однос на стандардите за квалитет“, вели Џојс. - Не можеме да дозволиме нашите сектори да одбијат да го подобрат квалитетот со тоа што, на пример, ќе се изјаснат дека се заинтересирани најдобри практикиБизнис РАЗВОЈ. Квалитетот и брзината се задолжителни за секого“.
Програмата LM21 ги опфати сите одделенија на претпријатието, се применуваше на сите видови на работа и имаше за цел да ја зголеми продуктивноста и ефикасноста.
Мани Зулуета, Потпретседател на Центарот за набавка на материјали
Така, по две години, приоритетите на програмата LM21 се префрлија од фокусирање на најдобрите практики кон супериорни перформанси, со примарна цел да се испорачаат посни процеси со квалитет на Six Sigma.
„Ова го покрива целиот оперативен систем на Локхид Мартин“, вели Џојс, „сè што правиме, од наплата и купување од клиенти до развој на производи и вработување луѓе“. Нов пристап LM21 се заснова на принципите на Lean Six Sigma: целата работа се проверува, активностите што додаваат вредност и отпадот се идентификувани, елиминирани, а останатите активности се подобруваат. Уште поважно, LM21 не се перцепира како нешто надворешно или надворешно за активностите на организацијата. „Тоа е стратегија која им помага на менаџерите да постигнат амбициозни годишни цели и да воспостават процеси кои овозможуваат одржливи резултати на долг рок“, вели Џојс. „Работа на секого е да ја работи својата работа и да го подобри начинот на кој го работи тоа“.
Подготовка и распоредување
Составен дел на распоредувањето на програмата LM21 на Lockheed Martin се критичните компоненти на Six Sigma инфраструктурата. Меѓу нив:
1. Несомнена и јасна поддршка од повисокото раководство и неговото учество во програмата
Извршниот директор на Локхид Мартин, Венс Кофман, гласно зборува за неговата поддршка за LM21.
2. Високиот менаџмент е обучен за концептите на Lean Six Sigma и нивната примена.
Кофман и целиот негов извршен комитет завршија четири и пол дена обука (два и пол дена обука во училница и два дена практична настава, при прилагодување на процесот). Овој курс вклучуваше:
- 5-те принципи на извонредност на Локхид Мартин (види рамка);
- полудневна сесија за „дефинирање на вредноста од перспектива на клиентот“, вклучувајќи тркалезна маса со клиенти кои дадоа свои мислења за тоа дали Локхид Мартин е добра зделка за водење бизнис;
- проучување на струи на вредности и текови на процеси, вклучувајќи симулационо моделирање за развој на системи;
- практика на структурирано решавање на проблеми.
Петте принципи на извонредност на Локхид Мартин
Мајк Џојс вели дека било важно за Локхид Мартин рано да ги дефинира принципите на извонредност бидејќи тие биле критериумите за избор како да се заврши работата. Овие принципи вклучуваат елементи и на Lean Manufacturing и на Six Sigma.
- Разберете што е вредно од гледна точка на клиентот. Клиентот ве цени не само за она што му го давате, туку и одредува дали му е удобно да работи со вас. Секој мора да разбере што е вредно за неговиот клиент. Правилно е првиот чекор бидејќи ви овозможува да ја класифицирате секоја работа како со додадена вредност или како отпад. Ако направите грешка во разбирањето на вредноста, тогаш целата наредна работа ќе биде загуба!
- Разберете што се „протоците на вредности“. Менаџерот мора темелно да знае во кои одделенија на организацијата се создава производот или услугата. Овде нема простор за нагаѓања: мора да го запишете, документирајќи го секој чекор и да бидете подготвени да одговорите на прашања како: „Кога последен пат го видовме ова? Каде се податоците од овие набљудувања?
- Длабоко разберете го работниот тек. Инженерите често зборуваат за „врвот на пирамидата на барања“ - најважната потреба што еден производ или услуга мора да ја задоволи, а токму таа потреба доминира сè друго. Кога се постигнува извонредност, врвот на пирамидата на барања е да се дизајнираат системи кои го оптимизираат протокот на податоци и протокот на молекули. Ако не го оптимизирате протокот, нема да постигнете оптимална ефикасност.
- Дајте приоритет на времето на циклусот и „повлечете“. Целта е да се намали времето на пресврт на апсолутен минимум за да можете веднаш да одговорите на променливите потреби на клиентите.
- Стремете се кон совршенство. За Локхид Мартин, ова значи квалитет на шест сигма при слаба брзина.
Обуката за лидерство има два други важни аспекти:
- На почетокот, многу членови на тимот на Венс Кофман беа помалку од ентузијасти кога дознаа дека ќе мора да блокираат четири и пол дена од обуката во нивниот распоред. На еден состанок, Мајк Џојс ги прашал: „Колкумина од вас се обучени на ваков начин на размислување? Од 20-те луѓе, само двајца ги кренаа рацете (едниот беше запознаен со Six Sigma, а другиот со Lean Manufacturing). Џојс тогаш рече дека ако овој тим ќе ја води имплементацијата на Lean Six Sigma на компанијата, тие мора да знаат за што се работи. По завршувањето на обуката, претставниците на менаџментот едногласно изјавија дека тоа е најдобрата обука во целата нивна кариера. Како што кажа и самиот Џојс: „Немавме намера да им направиме црни појаси или радикално да го промениме процесот за два дена. Но, се надевавме дека ќе обезбедиме поттик што ќе им помогне да преземат акција во вистинската насока и да ја поддржат програмата LM21“;
- тим високи менаџериЛокхид Мартин ја обучуваше Lean Six Sigma во рамките на своите одделенија наместо во изолација. Се појави прашањето: „Зошто? Како што одговори Џојс: „На крајот на краиштата, програмата LM21 треба да ги вклучи сите во компанијата. Затоа, наместо да ве обучувам сите заедно, сакам да тренирате заедно со вашиот персонал во работна средина. Сите нека видат дека менаџментот има намера да ја спроведе оваа програма“.
- Примарната одговорност за идентификација и избор на проекти лежи во раководството на линијата (на пр., менаџерите на одделите), кои честопати дејствуваат како спонзори на проекти. Обично тие се сопственици на процесот, односно тие се одговорни за одржување и подобрување на процесот.
- Експертите за предметна материја се група од 20 искусни професионалци кои известуваат директно до Мајк Џојс. Во оваа смисла, тие се слични на шампионите на Six Sigma во други организации, но во Локхид Мартин тие играат многу поважна улога. Овие 20 професионалци доаѓаат од различни функционални области: деловни операции, управување со готовина, управување со синџирот на снабдување, управување со производство, развој, човечки ресурси, односи со клиенти, управување со логистика, управување со софтвер, итн. Нивниот главен фокус е Разберете сè што е поврзано со LM21 накратко временска рамка и да го олесни ширењето на програмата на секоја локација и во секоја функционална единица. Нивната работа е да дејствуваат како процесни катализатори на 36-те локации на Локхид Мартин и да обезбедат дека работата на тие локации ја следи корпоративната методологија и ги исполнува воспоставените стандарди.
- Локхид Мартин си постави цел да обучи 1% од своите вработени да станат сертифицирани Црни појаси (сертифицирано значи дека завршиле неколку недели обука, завршиле голем број проекти и менторираат на Green Belts). помагање на спонзорот и администрацијата на LM21) .
- Секој може да го земе курсот од 40 часа за да стане зелен појас. Сè што се бара од Зелен појас е дека по тренингот, тој мора да води тим кој работи на проект кој ќе постигне заштеда на трошоци. До денес, 43 од 160 вработени во групата за системска интеграција во Центарот за набавка на материјали имаат завршено таква обука, 32 од нив имаат сертификати.
- зголемени барања од програмските менаџери.
Досега, од повеќето програмски менаџери се бараше една работа - да му го обезбедат на клиентот она што е предвидено со договорот: „Еве ги трошоците, а еве и распоред за работа. Обезбедете навремена испорака“. Сега им е кажано дека тоа не е доволно: тие не само што мора да ги исполнат обврските за трошоците и да останат на распоредот, туку и да се грижат за подобрување на начинот на кој работат со програмата за која се одговорни. „Тоа е како да ги менувате правилата среде игра“, вели Мајк Џојс. „Сакаме да бидеме сигурни дека тие имаат знаење и алатки за да бидат во чекор со зголемените барања. - синхронизација на работата на сите одделенија на претпријатието.
Да речеме, Локхид Мартин се фокусираше исклучиво на рационализирање на своите производствени операции и ги направи олицетворение на посно производство: брзо, ефикасно, точно на време, без непотребно инвестирање во залихи. Сепак, сета оваа работа ќе исчезне ако персоналот за планирање продолжи да ги обработува нарачките во серии или ако снабдувањето не го коригира недостигот и добавувачите не го обезбедат потребниот квалитет или подобрен дизајн. Овој тип на проблеми може да влијае на секоја организација која не презема систематски пристап за да се осигура дека деловите од сложувалката се вклопуваат заедно. Следењето на сите овие точки им помага на компаниите да ја избегнат класичната состојба на постојани неуспеси што го ограничуваат рентабилноста на инвестициите на Lean Six Sigma; - Убедување на луѓето дека не можат без Lean Six Sigma.
Вашиот обид да ја доведете Six Sigma, а особено Lean Manufacturing, во услужната индустрија најверојатно ќе биде исполнет со еден од двата одговора (а Локхид Мартин добро ги знае и двете). Прво: „Ова не ни одговара... Ова нема врска софтвер. правни услуги. да (се пополниш).“ Второ: „Гледате, веќе го пробавме ова. Ова го направивме пред десет години. Ова нема никаква корист“. На овие приговори, Мајк Џојс одговара: „Во ред, ајде да го гледаме вашиот процес и да дознаеме што навистина се случува“. Тој ги повикува луѓето да го поминат целиот процес низ кој минува документот, да набљудуваат што се случува и да собираат податоци за моменталната состојба на работите. Луѓето секогаш се воодушевени од нивните откритија. и почнуваат да сфаќаат дека имаат многу можности за подобрување на квалитетот, брзината и намалувањето на трошоците!
3. Менаџментот на сите нивоа има добиено основна обука
Кога високиот менаџерски тим ја заврши обуката, сите вработени во Локхид Мартин кои беа вклучени во системот за компензација беа обврзани да го поминат основниот курс. Во оваа организација тоа важеше за сите што имаа директорска или повисока функција. Оваа петдневна посна обука беше организирана низ одделенијата и спроведена во групи од 50 додека не ја завршат сите 5.000 менаџери. (Програмата сега е проширена за да ги вклучи клиентите и директорите на добавувачите, кои се научени како брзо да постигнат резултати.)
4. Имплементацијата започна со мапирање на протокот на вредност
Од стратешка перспектива, почетната точка на Локхид Мартин беше да го мапира протокот на вредност на ниво на програма бидејќи токму на ова ниво се случува вкрстена функционална оптимизација на протокот (програма е збир на процеси кои се користат за да му се обезбеди на одреден клиент производ или услуга). Мапата за проток на вредност ја рефлектира моменталната состојба на работите, односно покажува што се случува на работното место. Мапите за проток на вредности даваат можност за оценување на операциите врз основа на принципите на извонредност: дали создавате вредност во умот на клиентот? Кои се вашите пропусти? Што можете да направите за да ги надминете?
5. Продолжуваат да градат стабилна инфраструктура
Сите вработени се вклучени во проекти за подобрување и се подложени на обука навреме. Проектите на LM21 се потпираат на внатрешна работна сила која вклучува црни појаси, зелени појаси, спонзори и она што Локхид Мартин ги нарекува технички специјалисти. предметна област(Експерти за предметна материја - МСП).
6. Нивните методи се спој на посно производство и шест сигма.
Наставната програма за LM и методите за подобрување се комбинација од основните алатки и принципи на Lean и Six Sigma, како што е методологијата DMAIC, идентификување на седумте видови отпад (алатка за посно производство), мапирање на процеси, работа на намалување на времето на циклус итн. .
7. Во првата прилика, тие преземаа добавувачи.
„Како и повеќето производители, ние секогаш стававме голем акцент на контролата на дојдовните материјали за да се осигураме дека тие ги исполнуваат нашите спецификации и инженерски документи“, рече Мани Зулуета, потпретседател на Центарот за набавка на материјали на Локхид Мартин. „Потоа направивме пет или шест програми каде што работевме со главните добавувачи за да ја имплементираме Lean Six Sigma во нивните погони за да ги направиме подобри добавувачи... И добивме дека материјалите што доаѓаат се речиси беспрекорни. Сега, кога ќе добиеме материјал, само треба да се увериме дека пристигнал во вистинската количина, да направиме брза проверка на неговата состојба и потоа да го испратиме во магацинот“.
Соработката на добавувачите се движи од обука за Lean Six Sigma спроведена од персоналот на Локхид Мартин до симпозиуми каде што добавувачите можат да споделуваат искуства.
Но, можностите за ваква соработка не се неограничени. Со илјадници добавувачи, Локхид Мартин не може да работи ваков тип на работа со секого. „Идентификувавме збир на критериуми кои ни овозможуваат да одредиме колку е важен одреден добавувач за нас, ги одмеривме добрите и лошите страни и ги оценивме користејќи систем на квантитативни индикатори“, објаснува Џулуета. - Ги земавме предвид следните фактори: колку успешно добавувачите ги исполнуваат нашите барања, дали имаат технологии кои се важни за нас, до кој степен нивната работа влијае на квалитетот на производите итн. Составивме листа од приближно 200 главни добавувачи со кои сите сакаме да работиме“
„Тајната за соработка со добавувачите“, вели Џулуета, „е блискиот однос со раководството на компанијата добавувач. Се работи ако успееме да привлечеме учество висок менаџмент, бидејќи веруваме дека тој нужно мора да се вклучи во трансформација на процесот. Вообичаено, таквата работа со добавувачот трае неколку месеци. Не можеме да го направиме ова без поддршка од високото раководство. Доколку претседателот на компанијата не е заинтересиран за тоа, извршен директорили генералниот директор, најверојатно ќе заврши со неуспех“.
Искуството со Lean Six Sigma помага да напредувате
Џејмс Исак е пример за тоа како програмата LM21 се користи за развој на лидерство. Тој во моментов е директор за извонредност на синџирот на снабдување во MAC-MAR, позиција што ја презеде пролетта 2002 година. Пред ова, две години работеше како „експерт за предметна материја“. „Добивме многу темелна обука“, вели Исак. „Добивме и персонализирана обука за управување додека работевме на успешни проекти и ја подобрувавме продуктивноста.
Пред Исак да биде назначен на неговата сегашна позиција, тој само тангенцијално беше вклучен во управувањето со синџирот на снабдување. „Пред да станам специјалист, работев со Локхид Мартин 18 години како системски инженер“, вели тој. - Беше многу интересно да се погледне дизајнот од гледна точка на добавувач. Сега гледам што се случува со случувањата во кои претходно бев вклучен во себе со сосема други очи“.
резултати
Денес, програмата LM21 обединува повеќе од 5.000 проекти, од кои повеќе од 1.000 се спроведуваат во областа на деловното работење (менаџмент, финансиски менаџмент, затворање зделки, набавки итн.). Првичната цел беше да се намалат трошоците за 3,7 милијарди долари во текот на четири години - во реалноста, заштедите се поблиску до 4 милијарди долари Како што забележа Мајк Џојс, во организација со големина на Локхид Мартин, тешко е да се тврди дека сето ова е резултат на LM21, но вниманието посветено на извонредноста е несомнено едно од најважните фактори. Се подобруваат и другите деловни показатели: компанијата има рекорден број на нарачки; обврските се значително намалени во споредба со нивоата во времето на спојувањето; Годишниот готовински тек е во милијарди. Овие промени, многу од нив во услугите, му овозможија на Локхид Мартин да создаде крстосувачка ракета од следната генерација со исти способности како и другите производи, но по половина од цената и една третина од времето на циклусот. Сите Lean индикатори на нивоа на одделенски и поединечни проекти се значително подобрени. Преносите се значително намалени во многу процеси, што резултира со пократко време на циклус и поголемо задоволство на клиентите.
Слични резултати се забележуваат на терен производствени активностиод не-суштинска природа, со која се справува Локхид Мартин. Поморската електроника и системи за надзор (Морнарица) постигнаа споредливо забрзување и заштеди на трошоците. електронски системии Surveillance Systems), кој обезбедува производи и услуги за борба против флоти ширум светот, вклучувајќи напредни системи за електронско војување преку брод, заедно со комуникациски системи. Овие резултати влијаеја и на способноста на Локхид Мартин да обезбеди нови нарачки. На пример, компанијата неодамна беше избрана како еден од главните изведувачи за Deepwater, најамбициозната програма на Заштита на поморските граници на САД досега.
За оваа програма за реструктуирање на инфраструктурата морнарицамилијарди долари се посветени и Локхид Мартин ќе ја води неговата имплементација. Како што компанијата започнува со 20-годишна програма, компанијата широко ги користи алатките Lean Six Sigma за да ја дефинира вредноста на клиентите и да ги идентификува критичните барања на клиентите, користејќи го дизајнот на Six Sigma и развива блиски односи со нови добавувачи.
Растете го вашиот бизнис
Според Мајк Џојс, важно е раководството да не го поистоветува „елиминирањето на отпадот“ со „отпуштањето луѓе“.
„Целта на LM21 не е да ги отпушти луѓето откако ќе го елиминираме отпадот, туку да ги подобриме нашите операции и да им обезбедиме на луѓето работни места со дополнителна вредност без да ја трошат нивната енергија“, вели тој. „Со елиминирање на отпадот, можеме да му понудиме на клиентот подобра зделка, која ќе ни овозможи да го развиеме нашиот бизнис“.
Како и секоја компанија, Локхид Мартин признава дека не може да гарантира доживотно вработување за вработените. Но, работата во рамките на програмата LM21 ја проширува способноста на компанијата да добие нови големи договори. Вработените кои учествуваат во обуката и проектите на LM21 се стекнуваат со вештини кои им овозможуваат подобро да им служат на клиентите, зголемувајќи ги нивните шанси за долгорочно вработување во компанијата. „Клиентот ни обезбедува работа“, вели Џојс, „така што крајната цел за сите е стабилно вработување“.
Тешки задачи
Замислете колку е тешко да натерате 125.000 луѓе да размислуваат и да работат поинаку, и ќе ја цените работата што ја направи Локхид Мартин. Компанијата си постави задача дека 60% од вработените (околу 70 илјади луѓе) до 2004 година мора или да поминат еднонеделен курс за обука за да добијат „зелен појас“, или да учествуваат во неделен проект. Во меѓувреме, компанијата активно се занимава со составување на мапи за проток на вредности за сите имплементирани програми (нивниот број е 2000). Меѓу другите задачи:
Овие податоци се валидни за нормална дистрибуција. Треба да се земе предвид дека не секој процес се карактеризира со нормална дистрибуција. Повеќе информации за статистичка процесна контрола: Wheeler D., Chambers D. Статистичка контрола на процесите. Оптимизација на бизнисот со помош на контролни картички на Shewhart. М.: Бизнис книги на Алпина, издавачи на Алпина, 2009 година. Прибл. научни ед.
Дознајте повеќе за термините за посно производство: Илустриран речник на посно производство/Ed. C. Marchwinski, D. Szuka. - М.: Алпина деловни книги, 2005. Забелешка. научни ед.
Повеќе за мапите за проток на вредности: M. Rother, D. Shook. Научете да ги гледате деловните процеси. Вежба за конструирање на мапи за проток на вредности. - М.: Алпина деловни книги, 2005. Забелешка. научни ед.
Треба да се има на ум дека Д. Вомак и Д. Џонс, кои го „формализираа“ јапонското „посно производство“ за Американците во раните 1990-ти, почнуваат со вредноста за потрошувачот како една од централните идеи на целиот концепт на посно производство. . Забелешка научни ед.
Исклучително популарни меѓу Јапонците (и, првенствено, во Тојота), контролните табели - главната алатка за намалување на варијабилноста - се појавија долго пред концептот на Six Sigma. Според тоа, тешко е да се согласи со авторот дека слабото производство (систем за производство на Тојота) нема такви алатки. Општо земено, не е можно подобрување на квалитетот без намалување на варијациите. Забелешка научни ед.
Развиено врз основа на делата на Џејмс Вомак, автор на книги како Машината што го промени светот и слабото размислување (има руски превод: Д. Вомак, Д. Џонс. Посно производство: Како да се ослободите од загубите и да постигнете просперитет за вашата компанија - М.: Alpina Business Books, 2005). Забелешка научни ед.
Американската компанија за производство на авиони Локхид Мартин, која со децении развива развој за скротување на термонуклеарната фузија, неодамна објави сензационални информации за своите достигнувања на ова поле. Според информациите доставени од научниците од Локхид Мартин, тие се подготвени да создадат компактна верзија на 100 MW термонуклеарен реактор, чија експериментална слика може да и се покаже на светската заедница во рок од една година. Дополнително, за само 10 години овој термонуклеарен реактор со димензии 2х3 метри треба да стане вистински, комерцијално успешен проект.
Разбирливо е дека со ваков извор на енергија, светската заедница речиси целосно ќе ја изгуби својата сегашна зависност од јаглеводородни горива, што, наспроти позадината на бавно, но сигурно исцрпување на резервите на нафта, изгледа многу светла и охрабрувачка перспектива. И со оглед на компактната големина на инсталацијата, нема да биде тешко да се опремат товарни бродови и возови, како и авиони, копнена воена, па дури и цивилна опрема со термонуклеарен реактор Локхид Мартин.
Покрај Локхид Мартин, истражување на термонуклеарната фузија и работа во иста насока се врши во рамките на меѓународниот проект Меѓународен термонуклеарен експериментален реактор (ИТЕР). Сепак, резултатите од нивните активности сè уште се далеку од успесите што ги објави претставникот на компанијата за производство на авиони, за чија веродостојност на информациите многу се сомневаат и предизвикуваат многу контроверзии.
Така, првиот човек на руската агенција ИТЕР, Анатолиј Красилников, јавно изјави дека научниот пробив што го објави Локхид Мартин се всушност празни зборови и нема никаква врска со реалноста. А, тоа што Американците наводно се подготвени да започнат со создавање на прототип на реактор со наведените димензии, на господинот Красилников му изгледа како обичен ПР. Според негово мислење, модерната наукасè уште не е подготвен да дизајнира целосно функционален безбеден термонуклеарен реактор со толку мала големина во следните неколку години.
Како аргументи, Красилников истакна дека почесните нуклеарни физичари од Кина работат на меѓународниот проект ITER, Јужна Кореа, Индија, САД, Јапонија, Русија и земјите од Европската унија, сепак, дури и најдобрите умови на нашето време собрани заедно се надеваат дека во најдобар случај до 2023 година ќе ја добијат само првата плазма од ITER. Во исто време, не се зборува за некаква компактност на прототипот.
.jpg)
Имплементација заеднички проектИТЕР
Се разбира, можноста за создавање мала инсталација во иднина ќе стане очигледна, но не во следните неколку години, и покрај изјавата на Lockheed Martin дека ќе покаже вистински модел во рок од една година. И, се разбира, не под услов да работат на проект од ова ниво изолирано од останатите, како што, според нив, можеле да направат американските инженери, дури и во толку голема компанија која ги има сите потребни ресурси. Затоа, Анатолиј Красилников е сигурен дека ветувањата на Локхид Мартин за демонстрација на прототип ќе останат ветувања.
Водечките инженери со децении работат на создавање на термонуклеарен реактор, додека овој процеснужно придружено со размена на искуство, а ветувачките случувања стануваат отворена сопственост за други специјалисти. Пробивот на научниците, чии детали никој не ги знае, изгледа многу претеран и следи ненаучни цели.

Реактор Токамак - тороидална инсталација за магнетна плазма затворање
За возврат, претседателот на Институтот за истражување на Институтот Курчатов, Евгениј Велихов, ја коментираше оваа вест како „фантазијата на Локхид Мартин“. Самиот Велихов не е свесен за никакво засилено вистински фактиуспеси во создавањето од специјалисти на американска компанија на компактен термонуклеарен реактор. Всушност, како што е наведено погоре, никој во светот не е информиран за пронајдокот освен самиот Локхид Мартин. И таа само гласно ги објави своите намери, но не откри технички детали за проектот. Причината за тоа е баналното отсуство на оние многу реални достигнувања и вистински револуционерни и сензационални случувања за кои во моментов се зборува во медиумите.